PET FEED MILL


A pet feed mill is usually not the first thing buyers look for — they start with problems like inconsistent kibble quality, rising outsourced feed costs, or the lack of control over formulation. That’s where most projects begin. From small feed manufacturers to livestock groups expanding into companion animal nutrition, the decision is rarely about machinery first, but about whether in-house production finally makes sense.
What we supply is a complete dry pet feed processing system covering extrusion-based dog and cat food (typically 4–18 mm for dogs, 2–10 mm for cats), as well as aquatic pet feed and small animal formulations such as bird, rabbit, hamster, and guinea pig feed. The same line can shift between recipes and particle shapes depending on formulation and die configuration. We’ve delivered these systems to Southeast Asia, Europe, the Middle East, and Latin America — mostly to feed mills expanding product lines and farms moving into higher-margin branded pet nutrition. Wet feed or canned processing is not part of the scope.
Discuss Your Feed Plant Project
What Types of Pet Feed Can This Production Line Process?
Pet feed mill configurations aren’t one-size-fits-all — and neither are the products coming off the line. The five feed types below represent genuinely different processing demands: different machinery, different die specifications, different moisture and temperature profiles, and in most cases different raw material compositions. A line built for dry kibble extrusion runs nothing like one producing compressed bird pellets. Knowing which category (or combination) you’re targeting is the first real design decision.

Dry Extruded Pet Food
The dominant commercial format. Dog kibble typically runs 4–18 mm depending on breed target; cat food sits tighter at 2–10 mm, with density and crunch profile controlled through screw speed, steam conditioning, and die hole geometry. This is extrusion territory — twin-screw or single-screw depending on recipe complexity and starch content. Get the expansion ratio wrong and you’re either producing a kibble that shatters in the dryer or one that won’t absorb palatant coating properly downstream.
Particle size: 2–18 mm | Extrusion process

Pet Milk Replacer Powder
Used for orphaned or early-weaned puppies and kittens, and sometimes prescribed post-surgery for animals with compromised digestion. Processing involves mixing, emulsification, and spray drying or roller drying — very different from pellet or extrusion lines. The formulations are high in animal protein and fat, with strict hygiene requirements at every stage. A niche category, but one with stable demand in veterinary channels and premium pet care markets.
Particle size: N/A — powdered/spray-dried format

Concentrated Pet Feed
This isn’t finished feed — it’s a high-meat or high-protein concentrate that end users (typically breeders or specialty retailers) rehydrate and blend before serving. Production focuses on accurate proportioning, controlled moisture, and sometimes light pelleting to improve shelf stability and handling. Not a large-volume category, but it shows up consistently in project briefs from clients targeting the raw-diet and premium functional pet food segments.
Particle size: variable | Semi-processed format

Pet Premix Feed
Premix isn’t a finished product for animals — it’s an ingredient. Vitamin and mineral premixes get blended into larger kibble or pellet batches at inclusion rates typically under 2–5%. Lines for premix production center on high-shear mixing, accurate micro-dosing systems, and dust-control packaging. Primarily relevant for clients supplying pet food manufacturers rather than producing finished retail product.
Particle size: fine powder/micro-granule | Mixing & granulating process

Pelleted Supplement Feed
Parrots, canaries, pigeons, rabbits, hamsters, guinea pigs — this category uses conventional ring die pelleting, not extrusion. The pellets are denser, less porous than kibble, and the formulations tend to be fiber-rich with relatively low fat. Die hole selection (2–4 mm for small birds and rodents, up to 8 mm for rabbits and larger parrots) and compression ratio are the main variables to get right.
Particle size: 2–8 mm | Ring die pelleting process
Line layout, equipment selection, and civil planning all change depending on how many formats you’re running simultaneously. Tell us what you’re trying to produce, and we’ll work backward from there.
Share Your Product Requirements — Get a Custom Line Design

Pet Feed Mill videos
We don’t just quote lines — we deliver them, commission them, and troubleshoot them on-site when something doesn’t run right on day one. The projects below represent a small selection of pet feed mill installations we’ve completed across different markets, different product mixes, and different levels of production complexity.
Each one started with a client brief that had specific constraints: raw material variations, building limitations, multi-product requirements, local utility conditions. The videos show what the finished lines actually look like running in production — not renders, not stock footage.


【Video 1 — 5–6 T/H Pet Feed Mill — Russia】This Russian client came in with an unusual brief: a single facility needed to produce both dry pet kibble and extruded trout feed, running on the same twin-screw extrusion platform. At 5–6 t/h, the line needed to be productive enough to justify the downtime between product switches. We configured separate conditioning parameters and die sets for each product type, and the client’s team was trained on the changeover sequence during commissioning. The facility runs both product lines commercially today.

【Video 2 — 1–2 T/H Pet & Floating Fish Feed Combined Plant — Kazakhstan】Smaller throughput, but a more complex market situation. The client in Kazakhstan was entering both the premium dry pet food segment and the aquaculture supply market simultaneously — two revenue streams, one investment. Twin-screw extrusion handles both floating fish feed and pet kibble formats. We built the line with enough flexibility in the control system to switch between product profiles without major mechanical adjustments. For a 1–2 t/h operation, getting the layout right in a compact footprint was the other engineering constraint — the client’s building wasn’t originally designed as a feed production facility.

【Video 3 — 1–2 T/H Pet & Fish & Shrimp Feed Combined Plant — Iran】Three product types, one production line — this was the most technically layered of the three projects shown here. The pet food and floating fish feed components run through a twin-screw extruder, same as the Kazakhstan plant. But shrimp feed is a different process entirely: it requires a triple-layer conditioner and a ring die pellet mill rather than extrusion. We integrated the pelleting module into the same line infrastructure — shared raw material handling, shared drying capacity — so the client isn’t running two completely separate plants.
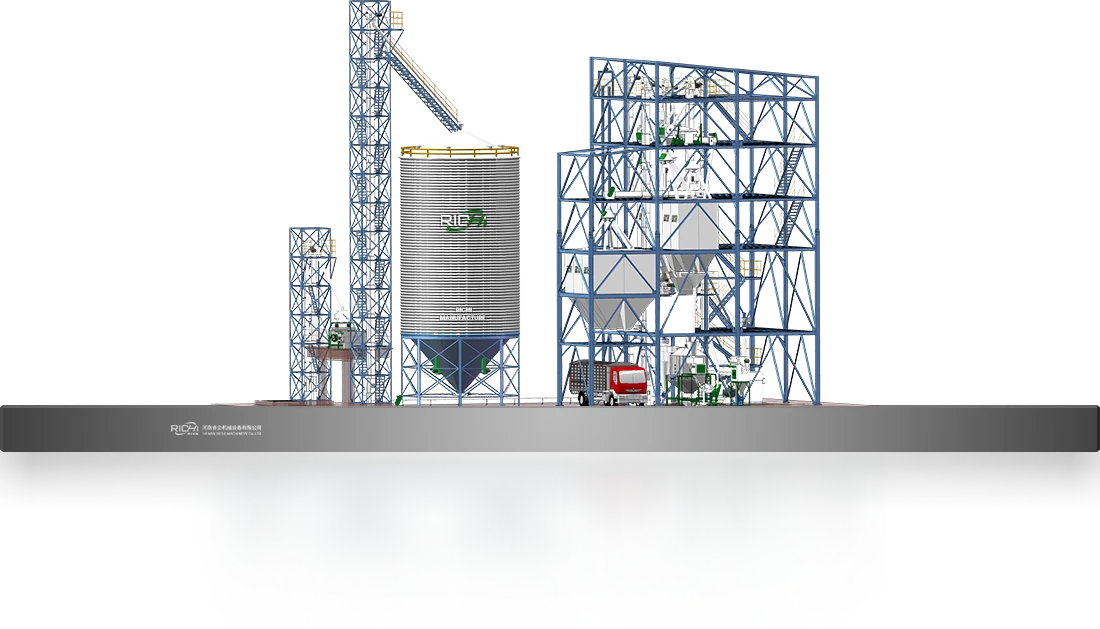
Pet Feed Mill Process Design & Modular System Configuration
A complete pet feed mill isn’t assembled from a standard parts list — it’s engineered around what you’re making, what you’re starting with, and what your facility can physically accommodate. The core process sequence runs from raw material receiving and storage through pre-cleaning, grinding, batching and mixing, conditioning, extrusion or pelleting, drying and cooling, crumbling or sifting where the product spec requires it, coating and flavoring application, and finally packaging.
That’s the backbone. What sits between those stages — and how each stage is sized and configured — changes considerably depending on your product type, your raw material profile, and your throughput target.
The variables that drive line configuration are more specific than most buyers expect going in.Whether the finished product is extruded dry kibble, compressed pellets for small animals, or a mash-format premix determines which processing modules are essential and which are optional. Incoming moisture content decides whether a dryer is necessary or redundant. Building height affects elevator selection and silo placement. Budget constraints sometimes mean phasing equipment in over time rather than building the full line at once — and a well-designed pet feed mill layout should account for that possibility from the start.
We work through all of these factors with each client before anything gets manufactured, covering the full project lifecycle from initial process consultation through equipment fabrication, installation, commissioning, operator training, and long-term spare parts support.

Silo system
01
Cleaning system
02
Grinding system
03

Mixing system
04

Pelleting system
05

Cooling system
06

Screening system
07

Conveying system
10
Dust removal system
09
Packaging system
08
Explore Real Pet Feed Mill Projects Designed for Different Markets
Every feed manufacturer faces a different starting point. Some are launching a new pet food brand with limited investment. Others are upgrading an existing feed factory to produce premium extruded products alongside livestock or aquaculture feed. Instead of offering one standard solution, we design every pet feed mill around the customer’s production goals, factory conditions and long-term business plans.
The following projects show how the process changes from one application to another—from compact single-product lines to integrated plants combining extrusion, pelleting and mash feed production. You’ll also see why certain projects require ultra-fine grinding, crumbling for small pet or juvenile aquatic feed, bulk silo systems or fully automated batching. Each layout reflects real engineering decisions made for customers in different countries and market conditions.

1 T/H pet food plant Design
Designed for an Indonesian feed producer looking to enter both the pet food and aquaculture markets, this pet feed mill combines wet twin-screw extrusion with a compact horizontal plant layout. Although the complete line is nearly 6 meters high, the horizontal arrangement makes it an excellent choice for factories with limited building height while still leaving room for future expansion.
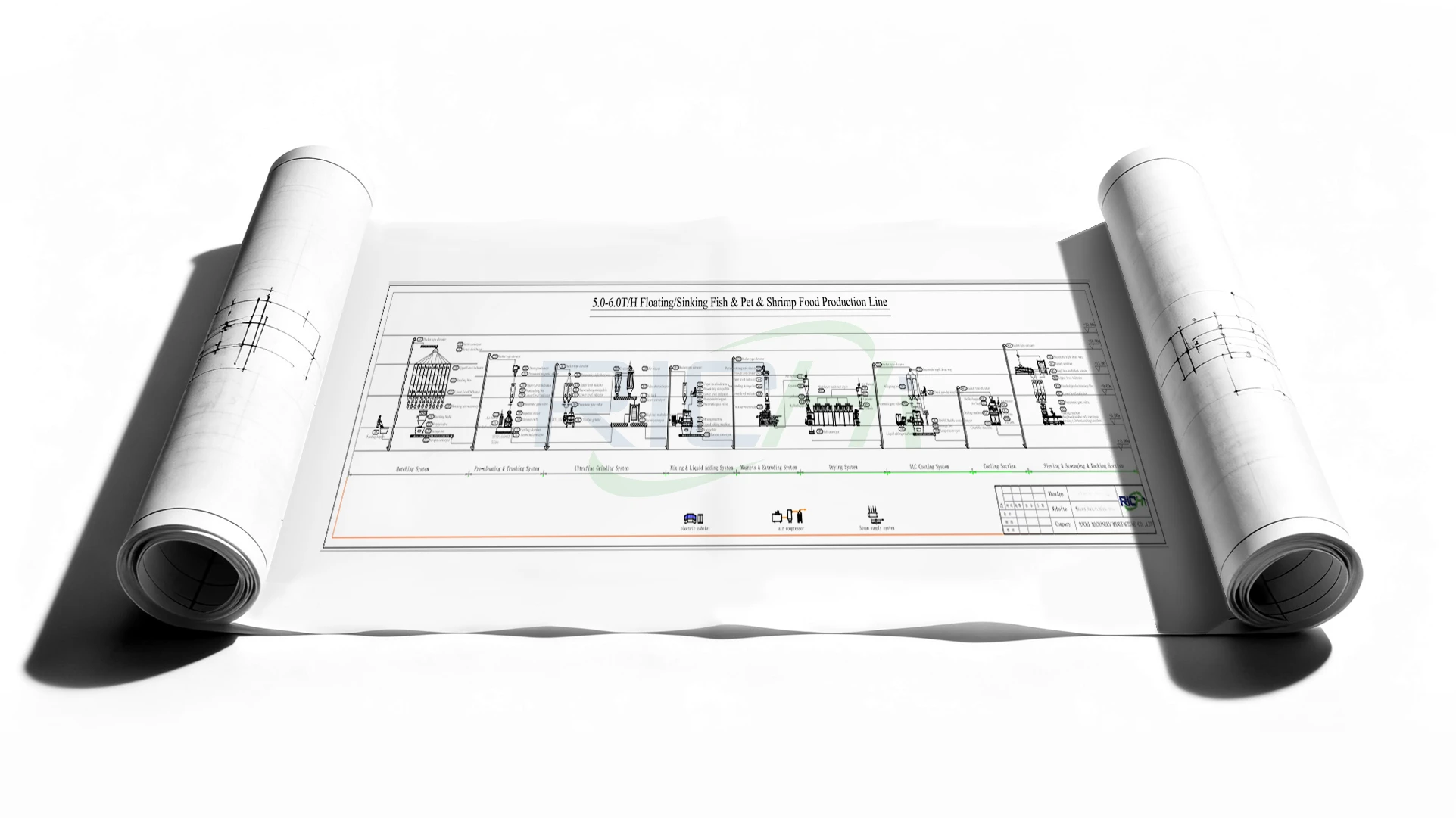
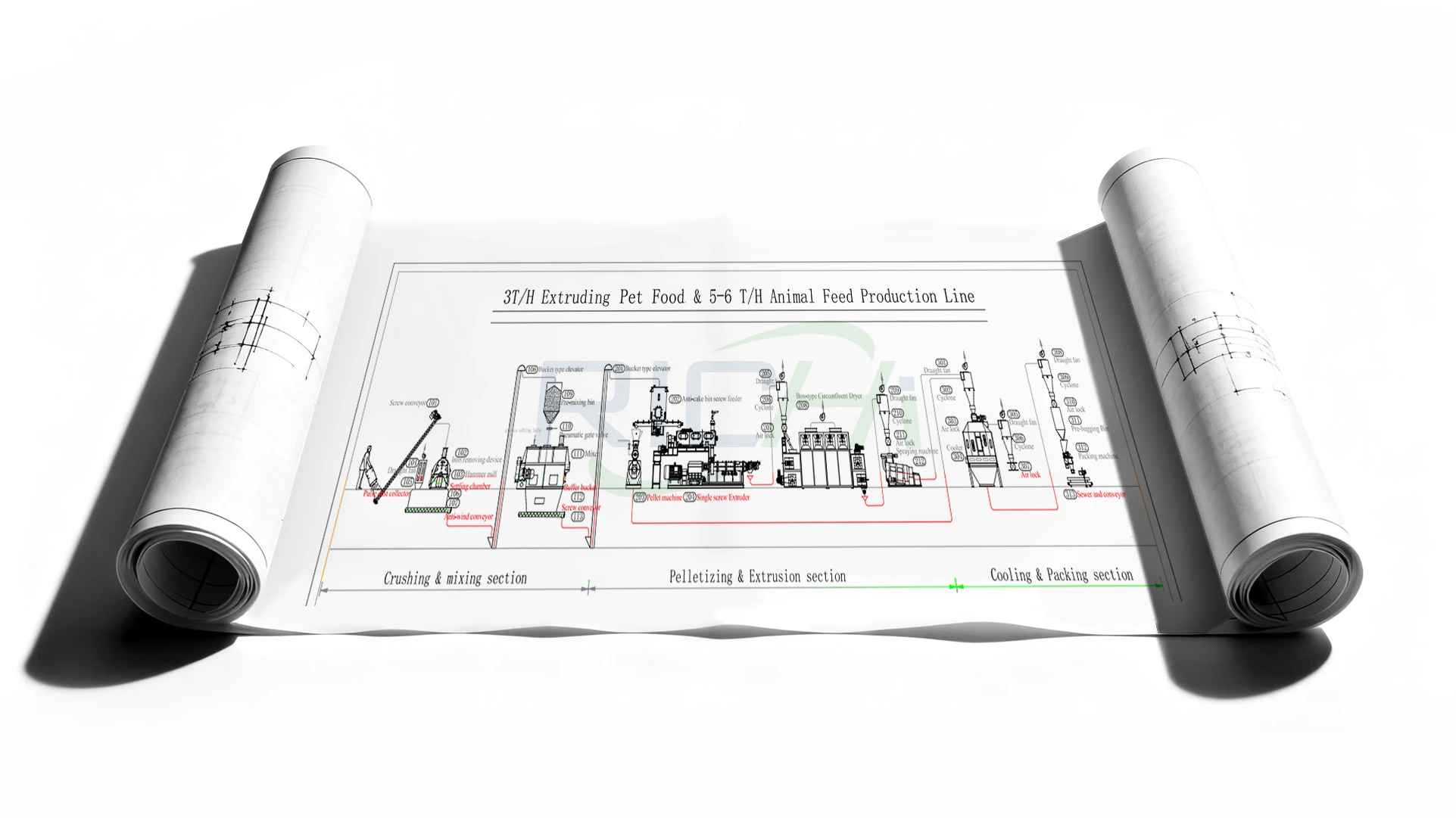
The process includes PLC batching and weighing, grinding, mixing with liquid addition, twin-screw extrusion, belt drying, drum coating, cooling, screening and fully automatic packing. One production line can manufacture extruded dog food, cat food, floating fish feed, sinking fish feed and shrimp feed simply by changing recipes and extrusion parameters, allowing the customer to expand product varieties without investing in separate production lines.
5-6 t/h pet food mill Design
This project was engineered for a large feed manufacturer in Iraq planning higher daily output and stricter product quality control. Compared with standard configurations, this pet feed mill adopts two-stage grinding and automatic computer batching to improve ingredient consistency before extrusion, which becomes increasingly important as production capacity grows.
The production flow covers manual feeding, automatic batching, coarse grinding, ultra-fine grinding, mixing with liquid addition, twin-screw extrusion, drying, vacuum liquid coating, cooling, optional crumbling, screening and automatic packing. The crumbling section operates only when producing sinking fish feed or shrimp feed, where smaller particle sizes are required. That flexibility allows the same production line to manufacture several premium feed categories without unnecessary operating costs.

500-600KG/H small scale pet food plant Design
Not every customer starts with pet food alone. This Kenyan project was developed for a regional feed producer planning to manufacture extruded pet food alongside conventional livestock feed. By integrating extrusion and pelleting into one pet feed mill, the customer gained much broader production capability while keeping the initial investment under control.
The line includes manual feeding, hammer grinding, ribbon mixing, extrusion or pelleting, drying, coating, cooling and automatic packing. The processing route can be selected according to the final product, making the equipment suitable for businesses gradually expanding into premium pet food without abandoning their existing livestock feed market.
3T/H commercial pet food mill Design
This solution was supplied to a Brazilian feed processor that wanted higher throughput without changing its product strategy. While the production concept is similar to the smaller version, equipment selection was upgraded throughout the entire pet feed mill, including a drop-type hammer mill and paddle mixer for improved grinding efficiency and faster mixing cycles.
The process covers manual feeding, grinding, mixing, extrusion or pelleting, drying, coating, cooling and automatic packing. Customers can switch between extruded pet food and pelleted livestock feed according to market demand, reducing idle production time throughout the year.
10T/H industrial pet food manufacturing plant Design
Rather than building a new factory, this American customer expanded an existing livestock feed plant in 2024 by adding a dedicated pet feed mill for premium extruded products. The challenge was integrating the new process into the original workshop without interrupting ongoing production.
The production line follows a two-stage grinding and two-stage mixing process before extrusion, then continues through drying, screening, coating, cooling and packing. The additional ultra-fine grinding stage improves raw material preparation for premium pet food formulas where particle size directly affects expansion performance.
5 T/H Pet Food Plant Design
This Russian project was built exclusively for cat and dog food production with a higher level of automation than a standard pet feed mill. Besides the processing equipment, the customer invested in twelve 30-ton raw material silos, bringing the total project investment close to USD 1.4 million.
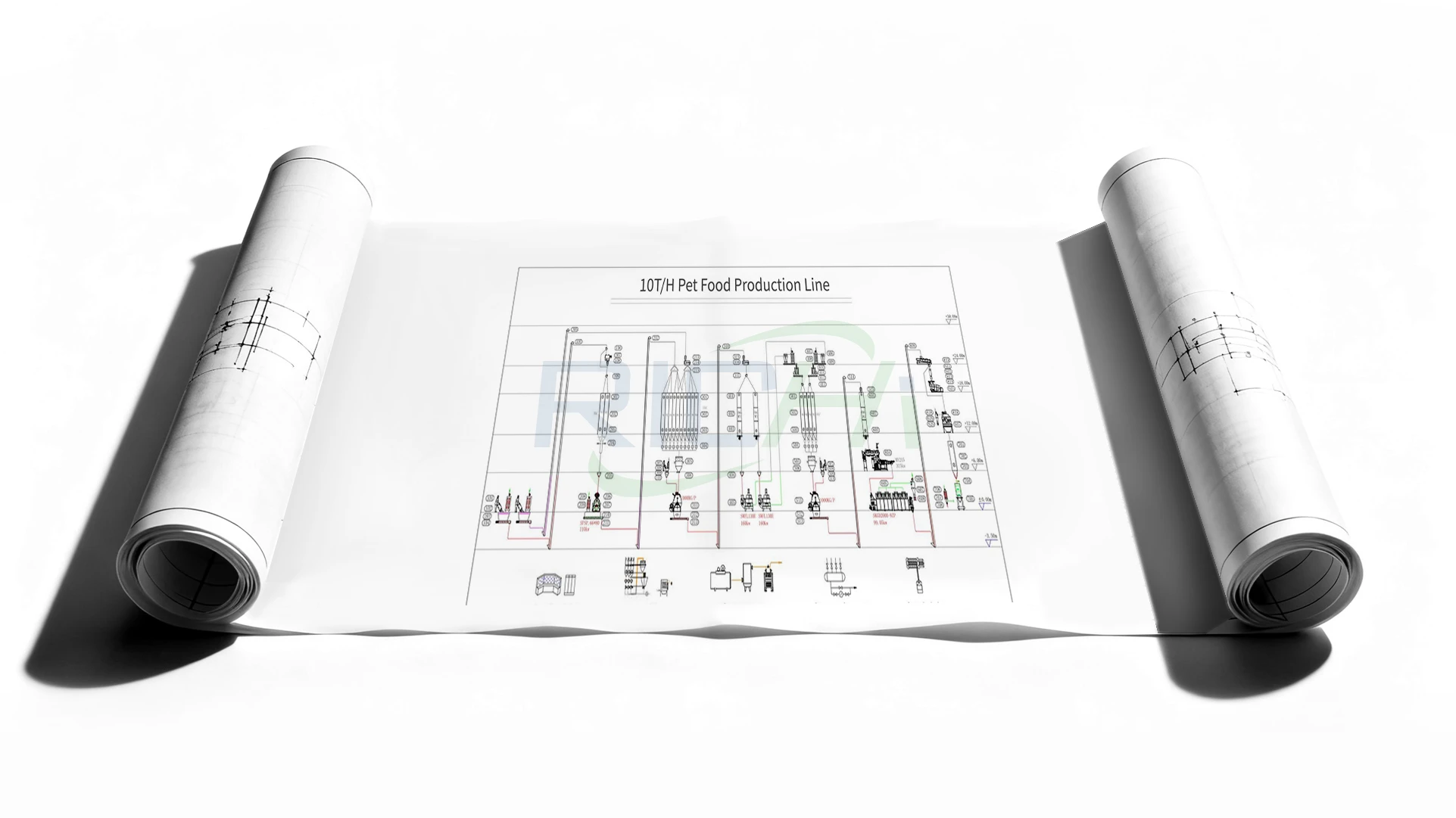
The production process starts with bulk raw material storage, followed by grinding, automatic batching, two-stage mixing with liquid addition, ultra-fine grinding, extrusion, drying, screening, cooling and coating. Finished products are transferred to bulk storage silos before entering the customer’s existing packaging workshop, creating a highly efficient continuous production system.
0.2-0.4 T/H Small Scale Pet Food Plant Design
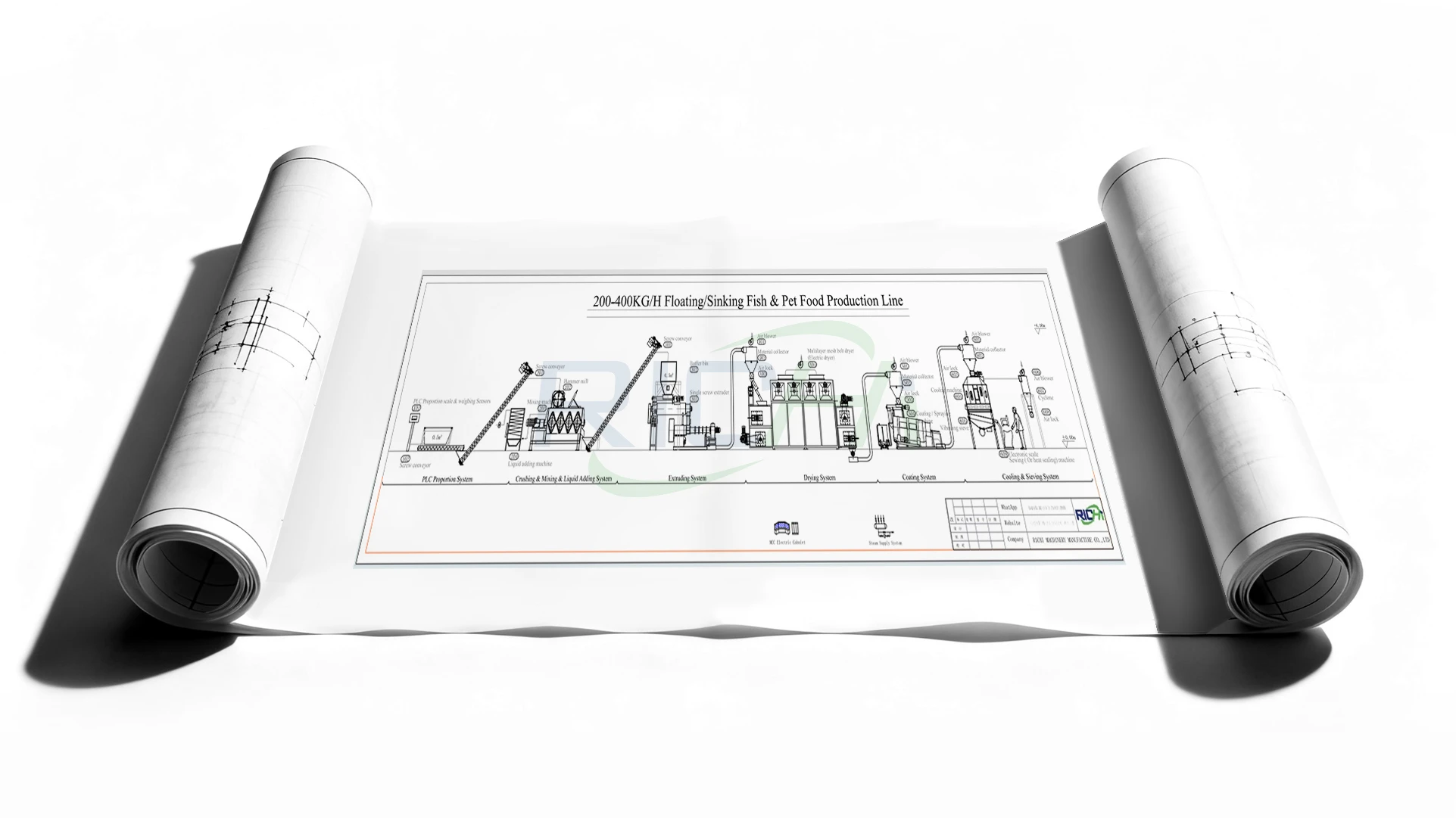
For customers entering the market with a limited budget, complicated equipment is not always necessary. This Bangladesh project uses dry single-screw extrusion while keeping the same PLC batching and weighing system found on larger pet feed mill designs, helping maintain stable formulations even at small capacities.
The production process includes PLC weighing, grinding, mixing with liquid addition, dry extrusion, belt drying, drum coating, cooling, screening and manual packing. It is suitable for manufacturing extruded pet food, floating fish feed and sinking fish feed, making it a practical solution for local feed businesses and start-up investors.

0.8-1 T/H Pet Food Production Facility Design
This project goes beyond a conventional pet feed mill by combining extrusion, pelleting and mash feed production into one integrated factory. The customer wanted maximum flexibility because seasonal demand for different feed products varies significantly across the local market.
After PLC batching, grinding and mixing, powdered feed can either be packed directly as mash feed or continue into the pelleting or extrusion section. Finished pellet feed and extruded feed then pass through drying, coating, cooling, screening and automatic packing. Thanks to the modular layout, additional production modules can still be added later as business grows.
Pet Feed Mill Projects Delivered Worldwide
The range of clients who’ve invested in a pet feed mill through us is wider than most people expect — specialty pet food brands, existing livestock feed manufacturers adding a pet food line, aquaculture operators expanding into dry pet food, and agricultural investors entering multiple animal feed categories in a single facility. Capacities run from 500 kg/h pilot-scale operations to 15 t/h commercial plants.
Many of these projects aren’t single-product lines — a significant number combine pet food extrusion with floating fish feed, poultry pellets, ruminant feed, or other formats on shared infrastructure. If you’re looking for pet feed mill for sale options that go beyond a standard catalogue configuration, the projects below give a realistic picture of what’s actually been built and commissioned.

2 t/h Canine Kibble Plant
Belarus
A Belarusian operator building a 2 t/h dog food line from the ground up, targeting the domestic premium dry food segment. The project involved a full greenfield layout — site planning, equipment specification, civil reference drawings, and installation supervision. Raw material sourcing in the region leaned heavily on locally available grain and plant protein, so the formulation and grinding configuration was adapted accordingly.

5 t/h Pet & Aquaculture Combined Plant
Australia
An Australian operator running dry pet food and floating fish feed from a 5 t/h twin-screw extrusion line. The fish feed specification required water stability testing before the client signed off on the commissioning — a step that added time to the project but was built into the schedule from the start. The facility also needed to meet Australian biosecurity requirements around raw material handling, which influenced the intake and storage design.

10 t/h Multi-Species Feed Complex
United States
A U.S.-based compound feed operator needed one facility to handle dry dog and cat kibble, ornamental fish feed, and ruminant pellets — three processing routes with almost nothing in common at the formulation level. The 10 t/h plant was configured with a twin-screw extruder for the pet food and fish feed lines and a separate ring die pelleting system for the ruminant products, sharing raw material intake, grinding, and storage infrastructure.

3 t/h Cat & Dog Kibble Plant
New Zealand
A New Zealand pet food producer focused on the domestic premium kibble segment, running cat and dog food at 3 t/h. The formulation used a higher-than-average fresh meat inclusion rate, which created challenges in the mixing and conditioning stages — high moisture fresh meat doesn’t behave the same way as meal-based protein in an extrusion process, and the line was configured with additional moisture management controls to handle it consistently.

2 t/h Extrusion & Aquaculture Line
Canada
A Canadian producer entering both the premium dry pet food market and the floating fish feed segment simultaneously. The 2 t/h twin-screw line was designed to handle both product types with adjustable barrel temperature zones and interchangeable die sets. The client’s building had height restrictions, the layout was reworked twice before fabrication to fit the structural constraints without compromising material flow.

4 t/h Full-Range Pet Food Facility
France
A French pet food company producing across multiple pet categories — dogs, cats, small mammals, and birds — required a line flexible enough to handle significantly different particle sizes and product densities without separate processing trains. The 4 t/h configuration combines an extruder for dog and cat kibble with a ring die pelleting module for bird and small animal feed, running 2–14 mm depending on the product schedule.

15 t/h Large-Scale Integrated Facility
Thailand
One of the larger combined lines in this project list. A Thai feed group running pet kibble, extruded fish feed, and poultry pellets from a single 15 t/h facility — three separate processing routes under one roof. The poultry feed runs through a ring die pelleting system; the pet food and fish feed share the extrusion line on a scheduled product rotation. Managing raw material storage for three formulation types without cross-contamination was a significant layout consideration, addressed through dedicated intake bins and segregated pre-mix preparation areas.

10 t/h Regional Feed Complex
Saudi Arabia
A Saudi Arabian investor building a broad-spectrum animal feed facility covering dry pet food, extruded fish feed, and multiple livestock feed categories at 10 t/h. The scale and product diversity of this project made it one of the more involved engineering exercises in the Middle East region — separate extrusion and pelleting trains, a full-scale raw material handling and storage system, and a phased commissioning plan that brought each product line online sequentially rather than all at once.

6 t/h Pet & Fish Feed Plant
Brazil
A Brazilian feed business with an existing pellet mill operation wanted to add dry pet kibble and floating fish feed to its product range. The 6 t/h extrusion line was integrated into the existing facility alongside the client’s current pelleting equipment, sharing the hammer mill circuit and bagging system. Matching the new line’s throughput to the existing packaging capacity was a key constraint that shaped how the dryer and cooler were sized.

1 t/h Pet & Bird Feed Line
Japan
A Japanese specialty feed producer targeting the domestic cat, dog, and companion bird market. At 1 t/h, this is one of the smaller commercial configurations we’ve delivered, but the product mix is more complex than the capacity suggests — the client runs dry kibble on the extruder and compressed pellets for parrots and canaries on the pelleting module, covering die sizes from 2 mm up to 10 mm.

8 t/h Multi-Feed Production Hub
Vietnam
A Vietnamese agri-business expanding from poultry and pig feed into the growing domestic pet food market. The 8 t/h facility runs dry pet kibble and extruded fish feed on the extrusion line, with the existing ring die pelleting equipment handling chicken and pig feed. Shared hammer mill and mixing capacity keeps the capital cost down, but the scheduling between product types — particularly the cleaning requirements between the fish feed and pet kibble runs — was worked through carefully during process design.

10 t/h Pet & Cattle Feed Plant
Egypt
A Mexican feed producer combining a 10 t/h pet food and floating fish feed extrusion line with a ring die system for cattle feed. The cattle feed formulation included a significant molasses component, which required specific die selection and conditioning management on the pelleting side to prevent buildup and maintain consistent throughput. The two processing lines — extrusion and pelleting — share raw material grinding and storage but run fully independently in terms of process control.

3 t/h Dedicated Cat & Dog Line
Germany
A German pet food producer focused entirely on dry cat and dog food — no secondary species, no combination formats. The line was specified for premium kibble production with tight particle size control: 2–8 mm for cat food, 8–14 mm for dog food, running off the same extruder with die changes between product batches. The client’s formulations used a relatively high meat meal inclusion rate.

3 t/h Premium Kibble Facility
South Korea
A South Korean pet food brand scaling up from contract manufacturing into its own production facility. The client had specific requirements around kibble density and surface texture for its cat food line — palatant absorption during the coating stage is directly affected by how the extruder is set up, and getting that dialled in during commissioning took longer than the mechanical installation itself. The dog food side ran more straightforwardly at 8–16 mm with a standard twin-screw configuration.

500 kg/h Compact Combined Line
Iraq
A 500 kg/h entry-level configuration for an Indonesian operator testing both the pet food and aquaculture feed markets before committing to a larger investment. The extrusion module handles pet kibble and floating fish feed; a separate pelleting machine was added for poultry feed production. Small footprint, tight budget, and a client who had no prior feed production experience — the installation included extended operator training and a full process manual in the local language.

1 t/h Entry-Level Combined Line
South Africa
A South African startup entering the pet food and aquaculture feed market with a 1 t/h twin-screw extrusion line, supplemented by a ring die pelleting module for poultry feed. The project was designed specifically for low initial investment with room to expand — the layout, electrical sizing, and raw material handling were all specified one step above what the 1 t/h line actually needs, so adding a second extruder later doesn’t require a facility rebuild.
Across every market we’ve worked in, the feedback that matters most comes after commissioning — when the line has been running for six months and the client has dealt with their first raw material variation, their first die change, their first production schedule shift. The comments below aren’t pulled from a survey. They’re the kind of things clients say when a project has gone the way it was supposed to.


4 t/h Pet & Compound Feed Line
Production Manager, Feed Manufacturer, Argentina
“We’d been running cattle and poultry pellets for years before adding a 4 t/h dog and cat food line. The first two suppliers sent standard quotes without asking a single thing about our facility. RICHI mapped out exactly where we could share infrastructure and where we couldn’t. Over a year in — kibble’s on spec, and after-sales response has been better than any other equipment supplier we work with.”

2 t/h Startup Pet Food Line
Managing Director, Agri-Processing Company, Uzbekistan
“We came from grain trading with zero feed manufacturing experience. RICHI designed the full layout, recommended the formula based on local raw materials, and stayed on-site through commissioning. When moisture from the dryer ran high in week one, they diagnosed and fixed it remotely within a day.”

3 t/h Premium Cat Food Line
Technical Director, Specialty Pet Food Producer, Lombardy
“3–5 mm premium cat food for the veterinary diet segment. We gave them a very specific kibble spec and they ran a test batch with our formula before we signed anything. Line hit texture and density spec on the second production run. Fourteen weeks from order to dispatch — and they hit that too.”

2 t/h Combined Extrusion + Pelleting Line
Operations Director, Pet Food Processing Company, Lima
“We planned to do pet kibble only. RICHI suggested adding a pelleting module for rabbit and guinea pig feed, which is actually a strong niche in Peru. Made sense financially. Their engineer was on-site three weeks — by the time he left, our operators could run and troubleshoot the line independently.”

Pet Feed Mill Investment Cost Breakdown
One of the first questions any serious buyer asks is: what does this actually cost? The honest answer is that a pet feed mill investment spans a wide range depending on capacity, product type, automation level, and where in the world you’re building. What we can do is break it down by category — both the equipment side and the non-equipment costs that most buyers underestimate when they’re planning for the first time. The figures below are drawn from real project data across hundreds of installations globally, from small 500 kg/h startups to 15+ t/h commercial facilities.
Whole pet feed plant set up investment : $80,000 – $40,000,000
Pet Feed Mill Equipment Cost:
Raw Material Cleaning & Pre-processing Equipment price :
$1,500-$20,000
Grinding & Crushing Equipment Price :
$3,000–$120,000
Batching, Mixing & Micro-dosing Systems Price :
$3,000–$200,000
Extrusion Systems Price :
$4,000–$230,000
Pelleting Systems Price :
$7,000–$80,000
Drying & Cooling Equipment Price :
$2,500–$200,000
Crumbling, Sifting & Grading Equipment Price :
$2,000–$20,000
Coating & Palatant Application Systems Price :
$1,500–$200,000
Conveying & Elevating Systems price :
$3,000–$40,000
Raw Material & Finished Product Storage systems Price :
$2,000–$40,000
Dust Collection & Exhaust Systems Price :
$2,000–$18,000
Liquid Addition Systems Price :
$1,500–$200,000
Packaging & Bagging Equipment Price :
$3,000–$60,000
Electrical Control & Automation Systems Price :
$3,000–$60,000
These ranges are compiled from real project data across more than a thousand pet feed mill installations completed in markets ranging from Sub-Saharan Africa to Western Europe to Southeast Asia. The most useful thing we can do for a buyer at this stage isn’t give a number — it’s ask the right questions. Product type, target capacity, raw material profile, facility status, and market context all feed into a figure that’s actually meaningful for your specific situation.
We’ve helped clients pressure-test their business plans, identify where they’re overbuilding for their market, and find configurations that fit their budget without compromising the core production requirement. If you’re planning a pet feed manufacturing plant and want a grounded equipment quote alongside a realistic breakdown of what the full investment looks like for your project, that conversation starts with a brief.

What We Deliver With Every Pet Feed Mill Project
Building a pet food production facility involves more than buying equipment. From the first technical conversation to the day your line is running at target throughput — and every maintenance call after that — the support structure behind the hardware matters as much as the hardware itself. Every pet feed mill project we take on is backed by the same full-scope service framework: engineering design, in-house manufacturing, on-site installation and commissioning, and long-term after-sales support. No third-party subcontracting on the core work. No handoff to a distributor once the equipment ships.

Engineering Design & Custom Configuration
Before any equipment gets specified, we work through your product requirements — kibble size, target moisture, formula composition — alongside your site constraints: building dimensions, ceiling height, utility availability. The output is a full process flow diagram, equipment layout drawing, civil reference design, and utility load calculation. Equipment customization is standard practice, not a special request. We design around what your project actually needs.

In-House Manufacturing & Certified Equipment
Every piece of equipment on a RICHI pet feed mill line is manufactured at our own facility — over 300,000 m² of manufacturing and R&D space with CNC machining centers, automated welding stations, and dedicated quality inspection lines. Extruders, hammer mills, mixers, dryers, pellet mills, and control systems are all designed and built internally. Lead times are predictable, tolerances are controlled, and replacement parts exist and match when you need them two years into production. CE and ISO 9001 certified for global export compliance.

Installation, Commissioning & Operator Training
Our engineers handle installation supervision directly — anchor bolt placement, equipment alignment, electrical connection, and commissioning to your specific formula and throughput target. Commissioning ends when the line consistently produces on-spec product across multiple runs, not when the first batch comes off. Operator training runs in parallel: your team learns die change procedure, routine maintenance, and fault diagnosis while the line is running.

After-Sales Support & Lifecycle Service
Scheduled technical follow-up at 3, 6, and 12 months post-startup. Spare parts stocked for all equipment models, available for direct shipment to any market. For wear components — extruder screws and barrels, die plates, hammer mill screens — we track replacement cycles against your production volume and advise on stocking levels before you run short. On-site engineer dispatch available when remote diagnosis isn’t enough. The production line you buy from us is the one we stay responsible for.
Free Technical Services
Most equipment suppliers hand over machines and a manual. The gap between that and an actually operational production facility is where most first-time buyers get stuck — and where most of the real project cost surprises happen. Every pet feed mill project we take on comes with a full package of pre-sale and post-sale technical services at no additional charge. These aren’t token gestures. They’re the deliverables that determine whether your facility gets built correctly, commissioned on schedule, and run productively from day one.

Full Project Cost Estimation & Equipment List
Process Flow Chart & Factory Layout Planning
Civil Engineering & Steel Structure Drawings
3D Facility Renderings & Three-View Equipment Drawings
Electrical Circuit & Control Wiring Diagrams
Pet Food Equipment Operation Manuals
Free Production Testing Before Shipment
Lifetime Remote Installation Guidance, Operational Support & Staff Training
Complete Equipment Supply for Your Broiler Feed Mill
A fully configured pet feed mill draws on a wider range of processing equipment than most buyers initially expect. The line starts at raw material intake and runs through cleaning, size reduction, batching, mixing, thermal processing, forming, drying, cooling, coating, and packaging — with conveying and dust control connecting every stage.
The core machines we supply for pet food lines include ultra-fine grinding mills (critical for achieving the fine particle size that extrusion-based kibble requires), single-screw and twin-screw extruders, steam conditioners, multi-layer belt dryers, counter-flow coolers, vacuum coating systems (for precise palatant and fat application post-drying without surface saturation), rotary sifters and grading screens, ring die pellet mills for compressed small animal and bird feed formats, liquid addition systems, pulse-jet dust collectors, screw conveyors, bucket elevators, finished product silos, and semi-automatic or fully automatic bagging and packaging lines.
For combined facilities running livestock or aquaculture feed alongside pet food, the pelleting train — hammer mill, conditioner, ring die mill, cooler, crumbler — integrates into the same infrastructure. Every piece of equipment shown here is manufactured in-house, not sourced and rebranded..




single screw extruder

Vacuum spraying machine

The full equipment catalog — including technical specifications, drive power ratings, capacity ranges, and available configurations for each machine — is available on the equipment pages linked below.
Pet Food Manufacturing —Why It’s Worth Entering Now
Global pet food consumption has been climbing steadily for over a decade, and the trajectory hasn’t levelled off. Urbanization is the engine behind it — as more people move into cities, pet ownership patterns shift toward smaller companion animals (dogs, cats, birds, small mammals), and the willingness to spend on quality nutrition follows.
Markets that were dominated by low-cost generic kibble five years ago are now seeing premium and functional pet food segments grow faster than the commodity tier. Southeast Asia, Latin America, the Middle East, and Eastern Europe are all at different stages of this curve, but the direction is consistent. Domestic pet food manufacturing capacity in most of these regions still falls well short of demand — which means the import substitution opportunity for a locally produced, competitively priced dry pet food is real and, in many markets, largely uncaptured.
The margin question is where a pet feed mill investment gets interesting. Dry extruded pet food commands significantly better per-tonne margins than standard livestock pellets — the raw material cost structure is similar in many cases, but the retail price point for branded dog or cat kibble is a different category entirely. For existing feed mill operators, adding a pet food extrusion line to a facility that already has grinding, mixing, and packaging infrastructure is one of the lower-risk ways to expand into a higher-margin product segment.
The fixed cost is already there; you’re adding revenue, not rebuilding. For investors entering feed manufacturing fresh, the combined line model — pet food extrusion plus a ring die pelleting module for poultry or ruminant feed — spreads the capital cost across two revenue streams from day one, which changes the payback calculation considerably compared to a single-product operation. Some clients we work with also add floating fish feed to the extrusion line, targeting aquaculture customers in their region. Three product categories, one facility, one raw material handling system. The economics of that configuration are compelling in markets where both pet ownership and aquaculture are growing simultaneously.
Talk to Us About Starting a Pet Food Processing Business

Pet Feed Raw Materials, Feed Types & Formulation Reference
The raw material inputs for pet food processing are considerably more varied than those for standard livestock feed — and that variety directly shapes how a production line gets configured. Across the projects we’ve delivered, the ingredient lists have included poultry meal, fish meal, salmon oil, whole wheat, maize, sorghum, soybean meal, pea protein concentrate, potato starch, beet pulp, dried meat slices, krill meal, spirulina, rice bran, sunflower meal, tallow, whey powder, cassava starch, and a range of vitamin-mineral premix blends.
Some clients come in with a fixed formula already validated by a nutritionist. Others are building their recipe from scratch based on locally available raw materials and target price points. What changes between those two situations isn’t just the formula — it’s the grinding circuit, the conditioning parameters, the extruder screw profile, and in some cases the drying and coating configuration.
We’ve worked through all of these situations on live projects — and the production line design reflects the actual raw material behavior, not just the target nutrient spec.

Chicken Meal

Corn

Fish Meal

Rice Bran

Wheat Flour

Meat and Bone Meal

Limestone

Dry Dog Food — Extruded Kibble
Dog kibble is produced almost exclusively by extrusion — the cooking and expansion process that creates the characteristic porous texture and allows the kibble to absorb palatant coating post-drying. Particle size varies from 4–6 mm for small breeds up to 14–18 mm for large breed formulas; die hole geometry and cutter speed control the output size.
Typical raw material profiles include 20–35% poultry or meat meal, 30–50% grain (maize, wheat, or sorghum), 5–15% protein concentrate, and 8–18% fat at coating stage. A dog food line has to be designed around what’s actually going into it.
Design My Dog Food Production Line

Dry Cat Food — Extruded Kibble
Cat food runs on the same twin-screw extrusion platform as dog food but with tighter particle size control — 2–5 mm for indoor adult formulas, up to 8–10 mm for dental or large-breed cat varieties.
Cat formulas are typically higher in animal protein (often 35–50% meat or fish meal inclusion) and more sensitive to texture than dog food, because cats are more texture-selective eaters.
Get Cat Food Line Configuration Advice

Bird & Small Animal Feed
Parrots, canaries, pigeons, rabbits, hamsters, and guinea pigs all fall into this category — and unlike the extruded formats above, their feed is produced by ring die pelleting, not extrusion. The pellets are denser, more compact, and designed for species that peck or gnaw rather than gulp.
Die selection is critical: 2–3 mm for canaries and small parrots, 3–5 mm for pigeons and hamsters, 6–8 mm for rabbits and guinea pigs. Formulations are typically fiber-rich — timothy hay meal, alfalfa, oat groats, sunflower seeds, dried vegetables. This means the binding dynamics at the die are different
Configure a Bird & Small Animal Feed Line

Aquatic Pet Feed
This category covers ornamental fish feed (goldfish, koi, tropical species), turtle pellets, and feed for amphibian pets. The processing requirements differ significantly from dog and cat food.
Particle sizes range from 0.5–1.5 mm for nano fish species up to 6–8 mm for large koi or turtle pellets. Raw materials typically include fish meal, shrimp meal, spirulina powder, wheat flour, soybean meal, and astaxanthin for colour enhancement.
Explore Aquatic Pet Feed Line Options
Reference Formulations for Common Pet Feed Types
Standard Adult Dry Dog Food (Extruded, 4–10 mm)
Maize (ground))
35%
Poultry meal
28%
Soybean meal
12%
Animal fat (tallow/poultry fat) oil
8%
Wheat flour
8%
…
…
Grain-Free Adult Dry Cat Food (Extruded, 3–6 mm)
Chicken meal
38%
Fish meal (herring)
12%
Potato starch
20%
Pea protein concentrate
10%
Salmon oil
7%
…
…
Floating Ornamental Fish Feed (Extruded, 2–4 mm)
Fish meal
35%
Wheat flour
25%
Soybean meal
15%
Shrimp meal
8%
Spirulina powder
3%
…
…
Adult Rabbit Pellet Feed (Ring Die, 4–6 mm)
Timothy hay meal
40%
Alfalfa mea
20%
Oat groats
15%
Wheat bran
10%
Soybean hulls
8%
…
…
Parrot Maintenance Pellet (Ring Die, 3–4 mm)
Maize flour
30%
Soybean meal
22%
Wheat flour
18%
Sunflower meal (dehulled)
10%
Dried carrot powder
5%
…
…
Puppy Growth Formula (Extruded, 4–8 mm)
Poultry meal
32%
Brown rice (ground)
28%
Salmon meal
10%
Chicken fat
9%
Dried beet pulp
5%
…
…
The formulas below are representative examples based on widely used industry formulations — they’re starting points, not finished recipes. Actual production formulas vary by target species, life stage, regional ingredient availability, regulatory requirements, and brand positioning. We work with nutritionists and clients to adapt formulations to their specific raw material base and processing conditions. What these tables illustrate is the ingredient structure and approximate inclusion rates that our pet feed mill configurations are regularly designed to handle.
pet Feed Mill FAQs
What’s the price of a complete pet food production line? How much does it cost to set up a pet food factory?
+
Pet food production line price varies significantly based on extruder type, capacity, and configuration. As a reference from our actual project data:
Twin-screw extruder complete lines (recommended for premium kibble and multi-formula operations):
| Capacity | Pet Food Production Line Price |
|---|---|
| 0.5–1 T/H | USD 80,000 – 200,000 |
| 1–2 T/H | USD 150,000 – 560,000 |
| 3–4 T/H | USD 330,000 – 650,000 |
| 5–6 T/H | USD 470,000 – 840,000 |
| 8–10 T/H | USD 880,000 – 1,200,000 |
| 10 T/H+ | Contact us for project-specific quotation |
Single-screw extruder complete lines (suitable for standard kibble formulas at lower entry cost):
| Capacity | Pet Food Processing Line Price |
|---|---|
| 200–400 kg/h | USD 40,000 – 80,000 |
| 500–600 kg/h | USD 50,000 – 100,000 |
| 800–1,000 kg/h | USD 80,000 – 170,000 |
These figures cover complete pet food processing equipment only. Civil construction, utilities, land, and working capital are additional. The range within each tier reflects differences in automation level, dryer configuration, coating system, and packaging specification. Send us your capacity target and product type for an itemized quote.
We’re an existing feed mill — can your automatic pet food production line be integrated with our current hammer mill and mixing system?
+
Yes, and this is actually one of the more common project types we handle. Feed mills adding a pet food extrusion line rarely need to replace their entire raw material handling infrastructure. In most cases, the existing hammer mill, mixer, and storage bins can be retained — the extruder, dryer, coater, and packaging section connect downstream.
We review your existing equipment specs and layout during the design phase and identify exactly which stages integrate and which need to be added. A turnkey pet food production line doesn’t always mean replacing everything — it means building a complete, functional process around what you already have where that makes sense.
What minimum building height and floor area does a commercial pet food mill require?
+
A 1–2 T/H single-floor layout typically requires a clear internal height of at least 5–6 meters and a floor footprint of roughly 400–600 m², depending on storage bin placement and packaging area. Multi-floor layouts (more common in 5 T/H+ facilities) can reduce floor footprint but require structural capacity for elevated platforms — minimum 8–10 meters clear height is typical.
We produce civil reference drawings for every project before equipment is manufactured, so your local contractor knows exactly what’s needed. If your building has constraints — low ceiling, irregular shape, existing columns — send us the dimensions and we’ll design around them.
Does a pet food extrusion line require a pit in the floor? What are the civil requirements for the extruder foundation?
+
No floor pit is required for our extruder-based pet food processing lines under normal configurations.
The extruder sits on a reinforced concrete pad at floor level; we provide anchor bolt layouts and load data in the civil drawings. Some clients opt for a slightly elevated platform (300–500 mm) beneath the extruder to facilitate cleaning access and condensate drainage — but this is a preference, not a structural requirement.
For the full line, the most significant civil work is typically the bucket elevator bases and the dryer support structure, both of which are covered in the drawings we provide.
We want to produce both dog food and floating fish feed on the same line. Is that practical, and what does the changeover look like?
+
It’s practical and it’s a configuration we’ve delivered multiple times — including a 5–6 T/H combined pet and trout feed plant in Russia and a 1–2 T/H pet and floating fish feed line in Kazakhstan.
The twin-screw extruder handles both product types; the main variables between them are barrel temperature profile, screw speed, moisture conditioning, and die selection. Changeover between dog food and fish feed requires a full barrel flush and die change — typically 2–3 hours depending on how different the formulas are.
The key production scheduling point: fish meal residue in the barrel is not acceptable in a pet kibble run, so the cleaning protocol has to be thorough. We define the changeover procedure during commissioning and train operators on it before handover.
What’s the difference between a single-screw and twin-screw extruder for a pet food plant? Which one should I choose?
+
Single-screw extruders handle standard cereal-dominant kibble formulas well and cost considerably less — they’re a reasonable entry point for a pet food processing plant running conventional dog or cat food at 200 kg/h to 1 T/H.
Twin-screw extruders are required once fat inclusion exceeds roughly 12–15%, when the formula includes significant meat meal or fresh meat, or when you need precise expansion control for multiple product formats (cat food and dog food at different densities on the same machine). They’re also the only practical option for combined pet and aquaculture feed lines.
If your formula is standard and your budget is tight, single-screw works. If your product mix is varied or your formulations are nutritionally complex, the twin-screw pays for itself in flexibility and consistency.
We’re sourcing raw materials locally in Nigeria — mostly maize, soybean meal, and local fish meal. Will the line run on these ingredients without modification?
+
Local West African raw materials are something we’ve worked with directly. Maize from Nigeria and Ghana tends to have higher aflatoxin risk than imported grain, which means your intake and storage protocol matters as much as the processing equipment — we include pre-cleaning and grain quality management recommendations as part of the line design.
Local fish meal varies considerably in protein content and moisture — 60–65% crude protein is common in West Africa versus 72%+ for Chilean or Peruvian fishmeal. This affects the formula balance and conditioning parameters.
None of these are obstacles, but they do need to be factored into the process design upfront rather than adjusted after commissioning.
We currently produce chicken and pig feed. If we add a pet food processing line, can the two operations share staff and shift time realistically?
+
Operationally, yes — with planning. The extruder-based pet food line and the ring die pelleting system for poultry/pig feed are separate processing trains, so they can run independently or on scheduled rotation depending on your order volume.
Shared infrastructure — hammer mill, mixer, packaging — requires production scheduling to avoid conflict. The main training requirement is the extruder operation and die change procedure; staff familiar with pellet mill operation can usually get up to speed on the extrusion side within the training period we provide.
The bigger operational planning point is cleaning between species — if you’re producing pet food under any kind of quality certification or retailer specification, the sanitation protocol between pig feed and pet food runs needs to be defined and documented.
How long does it take from order confirmation to line startup? We’re planning to launch in Colombia within 8 months.
+
For a 1–3 T/H complete pet food production line, our standard manufacturing lead time is 45–60 days after order confirmation and deposit payment. Shipping to Latin America adds 25–35 days depending on port routing. Installation and commissioning typically takes 15–30 days on-site.
That puts the total timeline at roughly 85–125 days from order to first production — well within an 8-month window, assuming your civil construction is on schedule when the equipment arrives.
The most common delay in projects like this isn’t the equipment — it’s the building not being ready. We recommend having foundations, utilities, and roof complete before the shipping date so installation can start immediately on arrival.
We’ve found cheaper pet food mill equipment from other suppliers. Why is there such a price difference, and how do we evaluate it?
+
The price gap between pet food equipment suppliers usually comes down to three things: extruder screw and barrel material specification, control system quality, and whether the dryer and coating system are properly sized for the production rate.
A barrel made from standard alloy steel versus a wear-resistant bimetallic liner will produce the same kibble for the first few months — the difference shows up at 2,000–3,000 operating hours when the cheaper barrel starts losing pressure consistency and your product density drifts out of spec.
We manufacture all equipment in-house at our 300,000+ m² facility, hold CE and ISO 9001 certification, and have delivered complete pet food plant projects across more than 100 countries. Ask any supplier for a reference client list with contact details. The project track record is usually where the real difference becomes clear.
We’re planning a 3 T/H cat food production line in Turkey. Does your line support multiple kibble sizes without buying separate extruders?
+
Yes — die change is the standard method for switching between cat food particle sizes on the same extruder. On a twin-screw configuration, moving from 2 mm cat food to 8 mm adult kibble requires a die plate swap and cutter speed adjustment, not a separate machine.
The changeover takes roughly 1–2 hours including flush time. We supply multiple die sets as part of the standard line package for clients running mixed-size schedules, and the cutter assembly is designed for tool-free die access to keep downtime short.
If you’re running 2 mm and 10 mm product on the same shift, the scheduling and die change protocol gets worked out during commissioning.
What’s the minimum viable investment for a small-scale pet food plant — something a startup could realistically operate?
+
The entry point for a commercially viable automatic pet food production line using a single-screw extruder starts at roughly USD 40,000–80,000 for a 200–400 kg/h configuration.
That covers the core processing equipment. For a complete operational facility — including raw material handling, packaging, dust collection, and electrical installation — budget USD 80,000–150,000 total for equipment, plus civil and utility costs depending on your location. We’ve delivered this scale of pet food processing plant to first-time operators in markets including Kenya, Ecuador, and the Philippines.
The honest caveat: at 200–400 kg/h, your per-tonne production cost is higher than at 1 T/H+, so the business case depends heavily on local selling price and raw material availability. We can help you model that before you commit.
Our formula uses a high fresh meat inclusion — around 25–30% fresh chicken. Can your extruder handle this, and what adjustments are needed?
+
High fresh meat inclusion is one of the more challenging formulation profiles for extrusion, and it’s something we’ve handled on several projects, including lines in Western Europe where grain-free, high-meat formulas are common.
Fresh meat at 25–30% introduces significant free moisture into the barrel — typically 60–70% moisture content in the meat itself — which affects gelatinization, expansion, and die pressure. The practical solution is a twin-screw extruder with modified screw profile and controlled pre-conditioning, combined with a moisture management step before the meat enters the barrel.
Some clients also partially pre-dry or use frozen meat to control moisture variability. The dryer needs to be sized for higher incoming product moisture than a standard kibble line. None of this is unusual — but it has to be designed in from the start, not retrofitted.
We’re upgrading from an older single-screw extruder to a twin-screw system. Can we keep the rest of the pet food processing line and just swap the extruder?
+
In most cases, yes — with some caveats. The hammer mill, mixer, and packaging section are typically extruder-agnostic and can be retained. The dryer and cooler may need capacity adjustment if the new extruder runs at significantly higher throughput.
The conditioning system almost always needs to be upgraded when moving to twin-screw, since twin-screw extrusion requires more precise steam and moisture management than single-screw.
The control system integration between the new extruder and your existing line also needs to be checked — older installations often have relay-based controls that don’t interface cleanly with a PLC-driven extruder. We can review your existing equipment specs and give you a clear assessment of what stays, what gets upgraded, and what the total cost looks like before you make any decisions.
Does the pet food factory need dedicated ventilation or odor control? We’re planning to build in an industrial zone near residential areas.
+
This depends on your formula profile, but fish-based and high-meat formulas do generate noticeable odor during extrusion and drying — particularly at the dryer exhaust. For facilities near residential areas, we recommend installing an exhaust treatment system on the dryer outlet: either a wet scrubber or a biofilter depending on local regulatory requirements and budget. The hammer mill area also generates grain dust that needs cyclone or pulse-jet filtration, which is standard on all our lines. Odor control for the extrusion and drying section is a separate addition — not included in the base line configuration but something we can specify and source as part of the project scope. If your local environmental permit has specific emission requirements, let us know the standard and we’ll design accordingly.
We want to produce both dry pet kibble and pet treats (soft chews, dental sticks) on the same production line. Is that possible?
+
Dry extruded kibble and soft pet treats are different enough in process that they’re difficult to run on a single shared line without significant compromises. Kibble extrusion runs at low moisture with high barrel temperature for expansion and crunch; soft chew production typically uses a twin-screw extruder at higher moisture and lower temperature for a dense, chewy texture.
Dental sticks are often produced on a separate low-temperature extrusion or press system. The most practical approach for clients wanting both is a dedicated kibble extrusion line plus a separate pet treats production line — not a single combined system.
That said, if your treats target is basic (simple extruded puffed snacks rather than true soft chews), the kibble extruder can handle them with die and parameter changes. We’d want to see your treats product spec before making a line recommendation.
How does your pet food plant handle power supply variations? We’re building in a region with unstable grid power in Pakistan.
+
Power fluctuation is something we account for in projects across South Asia, Sub-Saharan Africa, and parts of the Middle East — it’s not an unusual constraint.
The main risk points are the extruder drive motor (a sudden voltage drop mid-run causes barrel pressure inconsistency and can affect product quality) and the control system. For markets with unstable supply, we specify variable frequency drives on all major motors, which buffer against fluctuation, and recommend an online UPS for the PLC and control panel.
If outages are frequent enough to affect shift planning, a generator backup sized to at least the extruder and dryer load is worth factoring into the project budget. We can size the electrical specification around your actual supply conditions rather than assuming stable grid power.
We’re a pet food brand currently outsourcing manufacturing. At what production volume does it make sense to bring production in-house?
+
The break-even calculation depends on your current contract manufacturing cost per tonne versus the annualized cost of owning and operating a pet food production line at your volume.
From projects we’ve been involved in, the inflection point typically sits somewhere around 500–800 tonnes per year for a straightforward single-product line — at that volume, the equipment investment starts paying back within 3–5 years depending on your margin structure.
Below that, contract manufacturing usually wins on pure economics. Above it, the in-house case strengthens quickly — and the additional benefit of formula control, production scheduling flexibility, and brand IP protection adds value that doesn’t show up in the pure cost calculation. If you send us your current volume and contract rate, we can run through the numbers with you.
What certifications does your pet food manufacturing plant equipment carry? Our target market is the EU and we need to meet food safety standards.
+
Our equipment carries CE certification and is manufactured under ISO 9001 quality management standards. For EU market pet food production, the equipment itself is one compliance element — the facility design, HACCP implementation, and ingredient sourcing are the others, and those are the client’s responsibility under EU feed and food regulations.
On the equipment side, we specify food-grade contact surfaces (stainless steel where required), cleanable design on the extruder barrel and die assembly, and sanitary-grade conveying for post-extrusion product handling.
For clients targeting EU retail specifically, we can provide full material certifications for food-contact components and documentation to support your facility audit. This is a request we handle fairly regularly — Germany, France, Poland, and the Netherlands have all been delivery destinations in our recent project history.
We’ve seen turnkey pet food production line offers online that seem very low-priced. What’s the risk of going with the cheapest option?
+
The risk isn’t always obvious upfront — and that’s the problem. A commercial pet food mill that looks complete on paper may be using undersized motors, thin-wall extruder barrels, or a dryer that can’t actually achieve the throughput quoted.
We’ve had clients come to us after purchasing low-cost lines that couldn’t maintain consistent die pressure above 60–70% of rated capacity, or whose coating systems couldn’t achieve uniform palatant distribution at production speed. The equipment works — just not at the spec it was sold on.
Our recommendation: ask for reference clients at the claimed capacity with contact details you can actually use, request material certifications for the extruder barrel and screw, and check whether the supplier manufactures in-house or assembles from third-party components.
We’ve delivered complete pet food plant projects across more than 100 countries and can provide verifiable project references for any capacity range we quote. That track record is something a low-cost assembler typically can’t match.
What exactly is a pet feed mill, and what types of pet food factories can it support?
+
A pet feed mill is a purpose-built processing system for manufacturing dry and extruded feed for companion animals — dogs, cats, ornamental fish, birds, small mammals, and other pet species.
It’s not a single machine but a complete production line: raw material intake and storage, pre-cleaning, grinding, batching and mixing, extrusion (the core thermal-mechanical cooking and forming stage), drying, cooling, screening, coating, and packaging.
Every stage connects through conveying and dust control infrastructure.
Typical line specifications at a glance:
| Parameter | Details |
|---|---|
| Capacity range | 0.5 – 60 T/H |
| Equipment investment | USD 40,000 – 5,000,000+ |
| Primary process | Extrusion (single-screw or twin-screw) |
| Feed form | Extruded expanded pellets, compressed pellets, mash |
| Business type | New build, capacity expansion, line renovation |
Pet feed mills we design and build cover the following factory types:
- Dog food production plants (kibble 4–18 mm, all breed sizes)
- Cat food manufacturing plants (kibble 2–10 mm, including grain-free and high-meat formulas)
- Ornamental and aquatic pet feed mills (floating and sinking feed, 0.5–8 mm)
- Bird feed factories (pelleted and mixed format, 2–6 mm)
- Small animal feed plants — rabbit, guinea pig, hamster, chinchilla (compressed pellets, 2–8 mm)
- Exotic pet feed lines — fox, snake, reptile, pet rat, ferret
- Pet horse feed mills (pelleted and textured feed)
- Combined multi-species facilities (pet food + livestock or aquaculture on shared infrastructure)
What separates a well-engineered pet feed mill from a standard livestock pellet line is the precision required at the extrusion and coating stages.
Pet food is a consumer product — kibble density, surface texture, expansion ratio, and palatant absorption all affect whether the animal accepts the food and whether the bag sells on shelf.
Our process engineers have worked on pet food lines across more than 100 countries, and the formulation and processing knowledge we bring to each project reflects that accumulated experience, not just equipment supply.
What are the actual technical advantages of your pet feed mill compared to a standard livestock pellet line?
+
The differences go beyond just product shape. A pet feed mill is engineered around a fundamentally different set of process requirements — and the gap shows up in ways that matter commercially.
Process flexibility — adjustable for every formula and species:
Unlike a fixed-parameter pellet line, our pet food extrusion systems allow real-time adjustment of:
- Barrel temperature zones (typically 80–160°C across sections)
- Screw speed and compression ratio
- Steam conditioning moisture (±1–2% precision)
- Die configuration and cutter speed for particle size control
- Coating drum speed and spray rate for palatant application
This means the same line can produce 4 mm dog kibble in the morning and 3 mm cat food after a die change — density, expansion ratio, and surface texture all adjusted through parameter control rather than mechanical rebuilding.
Raw material handling — broader than most buyers expect:
| Raw Material Type | Handling Capability |
|---|---|
| Standard grain & meal (wheat, maize, soybean meal) | Standard configuration |
| Fish meal, shrimp meal, krill meal | Standard twin-screw |
| Fresh meat paste / bone paste (from offal, chicken frames) | Twin-screw with modified moisture management |
| High-fat formulas (12–22% total fat) | Twin-screw with pre-conditioning adjustment |
| Specialty inputs (spirulina, cassava starch, freeze-dried ingredients) | Formula-specific screw profile |
The bone paste and meat paste point deserves emphasis. Animal offal, chicken frames, and slaughterhouse trim can be processed into a paste and added directly to the extruder barrel — eliminating the need to dehydrate and powder fresh meat before processing. This significantly reduces raw material cost for clients with access to local slaughter by-products.
Product characteristics that a pellet mill simply can’t achieve:
- Controlled expansion (porous kibble structure for palatant absorption)
- Defined shapes — round, star, bone, heart, fish, triangle — via die plate selection
- Size range from 2 mm cat food up to 18 mm large-breed dog kibble on the same extruder
- Dual-layer or filled product formats (requires specific twin-screw co-extrusion setup)
- Balanced nutrition with high digestibility — the thermal-mechanical cooking process at 120–160°C gelatinizes starch and denatures anti-nutritional factors more thoroughly than pelleting
Automation and process stability:
The full production line — from raw material batching through to bagging — runs under PLC control with variable frequency drives on all major motors. This isn’t just about labor reduction; it’s about product consistency.
A manual or semi-automated line produces more batch-to-batch variation in moisture and density than most retail pet food buyers will tolerate. Our systems are designed for commercial production environments where product spec consistency is a contractual requirement, not a target.
One point worth stating plainly: the degree of automation you specify affects your investment cost significantly. A fully automatic pet food production line with automated batching, in-line weight checks, and automatic bagging costs considerably more than a semi-automatic configuration.
We size the automation level to the production volume and the market context — over-automating a 1 T/H line in a low-labor-cost market doesn’t make financial sense, and we’ll tell you that directly.
What does the full process flow of a pet feed mill look like, and which stages are the most critical to get right?
+
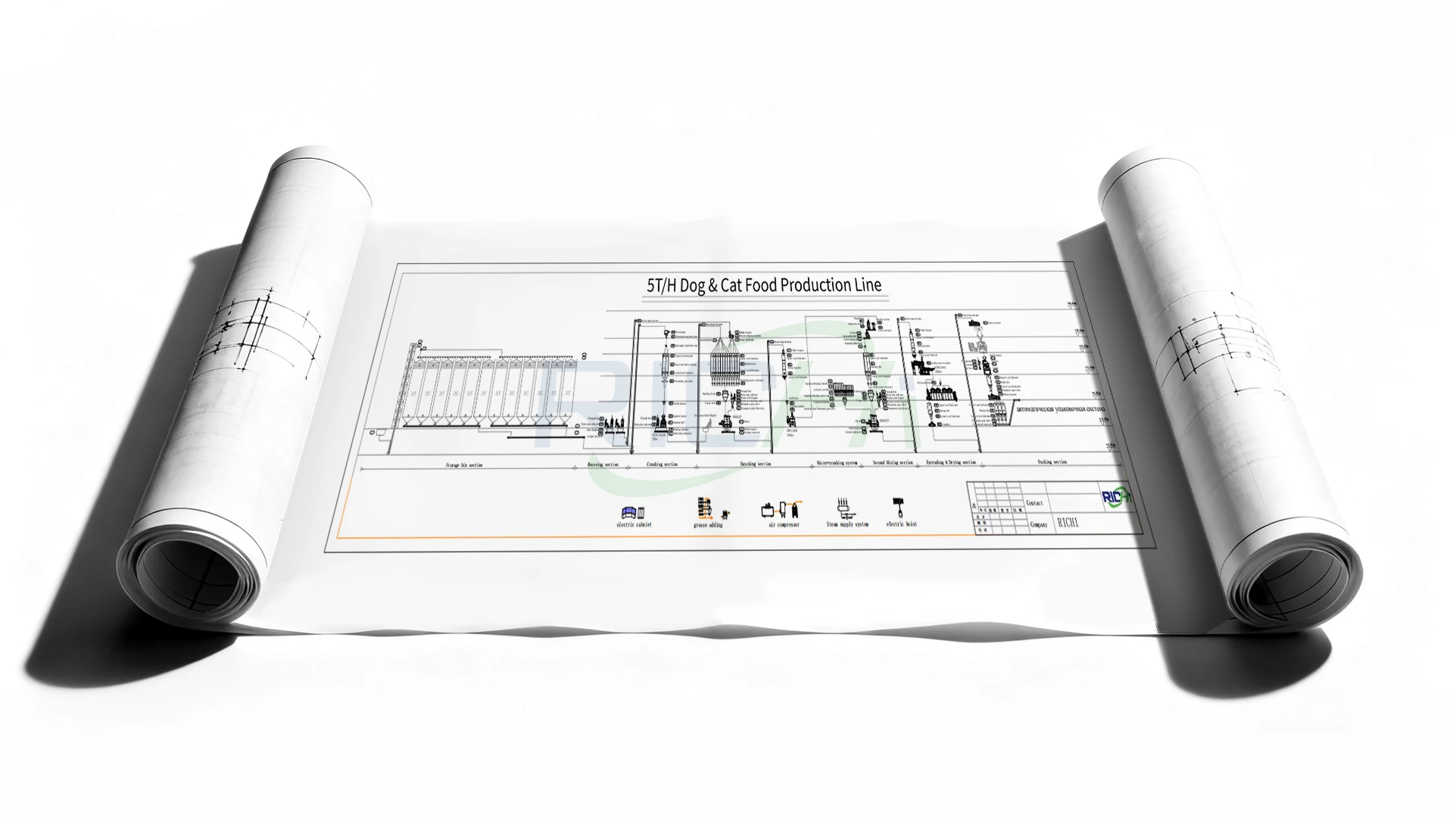
A complete pet feed mill runs through eight major process stages. Each one connects to the next — and a weakness at any point shows up in the finished product or in your production efficiency. Here’s how the full sequence works, and where the real engineering decisions sit.
The 8-Stage Pet Feed Mill Process Flow:
① Raw Material Receiving & Storage
Incoming raw materials — grain, protein meals, fats, additives — enter through a receiving pit or intake conveyor, pass through a primary cleaning screen and magnetic separator, are weighed on a floor scale, and are distributed to designated storage silos or batching bins.
Design notes that affect your layout:
- Small and medium-scale pet feed mills typically need 1 powder intake port and 1–2 grain/pellet intake ports
- Cereal grains feed into overhead silos first; powdered ingredients can go directly to batching bins
- Large facilities (5 T/H+) should plan for 3–4 separate intake points to avoid bottlenecks during multi-material receiving shifts
② Raw Material Grinding
Two approaches, each with trade-offs:
| Grinding Method | Advantages | Disadvantages |
|---|---|---|
| Single-pass grinding | Lower equipment cost, simpler layout | Uneven particle size, higher energy per tonne |
| Two-stage grinding | Consistent particle size, lower energy consumption, higher output | Higher capital cost |
For pet food extrusion — especially cat food at 2–4 mm — particle size consistency after grinding directly affects die performance and kibble texture uniformity. Two-stage grinding is worth the investment at 2 T/H+.
③ Batching & Mixing
Still the most automation-intensive stage in most pet feed mills. The system includes batching bins, weighing scales (main scale + micro-scale for trace elements), a hand-addition port for minor ingredients, a mixer, and downstream conveying.
Key points:
- Micro-scale accuracy matters for premix and additive inclusion — errors here affect nutritional compliance, not just formula cost
- For small-scale operations, manual feeding ports can replace micro-scales to reduce investment, but this introduces human error risk at the trace element stage
- Mixer selection should prioritize uniformity coefficient (target CV ≤ 5%) and cycle time matched to extruder throughput — a mixer that can’t keep pace with the extruder creates a production bottleneck
④ Extrusion & Pelleting
The highest-investment stage — and the one that determines product quality more than any other. The system includes a feeder, steam conditioner, extruder (single-screw or twin-screw), cutter, and immediate discharge conveying.
- The conditioner pre-hydrates and pre-cooks the material before it enters the extruder barrel, improving gelatinization and reducing mechanical stress on the screw
- Feeder speed must be variable and synchronized with extruder throughput — a mismatch here causes barrel pressure fluctuation and inconsistent expansion
- Twin-screw extruders offer adjustable shear and better handling of high-fat or high-meat formulas; single-screw is adequate for standard grain-dominant recipes
- Die configuration (hole diameter, land length, compression ratio) is product-specific — we supply multiple die sets for clients running mixed product schedules
⑤ Drying & Cooling
Post-extrusion product exits at 18–25% moisture and 80–95°C. It needs to reach 8–10% moisture and near-ambient temperature before coating or packaging.
- Belt dryers are standard for pet food — multi-layer configurations (3–5 layers) allow longer residence time in a compact footprint
- Counter-flow coolers bring product temperature to within 3–5°C of ambient, which is necessary for stable palatant absorption and shelf life
- Undersizing the dryer is one of the most common specification mistakes on first-time pet food plants — if the dryer can’t keep pace with the extruder, the whole line slows down
⑥ Liquid Coating & Post-Spraying
Fat, palatant, enzymes, and heat-sensitive vitamins are applied after drying — not mixed in before extrusion — because high barrel temperatures would degrade them.
Two configurations:
- Online spraying: coating system sits mid-process; less flexible, rarely used in modern plants
- Offline spraying (standard): coating drum is positioned at the finished product discharge stage, allowing per-batch formula adjustment and immediate packaging after coating
Offline spraying is preferred because it reduces cross-contamination between product runs, allows palatant type to be changed without stopping the upstream line, and keeps finished product fresher by applying coating closer to packaging time.
⑦ Finished Product Discharge & Packaging
Two formats: bulk discharge (less common outside Western Europe and North America) and bagged packaging.
- Semi-automatic bagging suits most small and medium-scale pet feed mills
- Fully automatic form-fill-seal lines are justified at 3 T/H+ for retail-format packaging (1–5 kg bags)
- Packaging scale accuracy and bag-sewing reliability are the two most common operational complaints on lines where these weren’t specified carefully
⑧ Electrical Control & Dust Removal
The control system ties everything together. Most modern pet food production lines run a PLC-based batching control system at minimum; full-line automation (from raw material intake to bag discharge) is available and justified at higher capacities.
Dust removal is non-negotiable:
- Hammer mill and crusher discharge points require dedicated cyclone or pulse-jet filtration
- Packaging areas need localized suction
- Combined centralized air-network systems work well for larger plants with multiple dust generation points
Every pet feed mill we design goes through a process flow review before layout drawings are produced — because the sequence above looks linear on paper, but the actual engineering decisions (crusher placement relative to batching bin height, dryer capacity relative to extruder throughput, coating drum position relative to packaging line) are what determine whether the plant runs efficiently or spends its first year in bottleneck troubleshooting. That’s where project experience matters most.
Can you show real pet feed mill project costs? We want to understand what different configurations actually cost before we budget.
+
Project data is more useful than a price range on its own. Below are eight completed pet feed mill installations across different markets, capacities, and product types — real projects, real figures, real configuration differences.
Completed Pet Feed Mill Projects — Reference Cost Data:
| Country | Capacity | Feed Type | Silo System | Project Investment | Year |
|---|---|---|---|---|---|
| Russia | 10 T/H | Pet food + aquatic feed | Yes | USD 1,580,000 | 2020 |
| United States | 8 T/H | Various pet food types | No | USD 930,000 | 2020 |
| Australia | 6 T/H | Pet food + fish feed | Yes | USD 1,210,000 | 2023 |
| India | 4–5 T/H | Pet food + aquatic feed | Yes | USD 920,000 | 2020 |
| Thailand | 3.5–5 T/H | Dog, cat + fish food | Yes | USD 790,000 | 2019 |
| Canada | 5 T/H | Dog + cat food | No | USD 570,000 | 2021 |
| Singapore | 3 T/H | Dog + cat food | Yes | USD 460,000 | 2022 |
| Iran | 2 T/H | Dog, cat + fish food | No | USD 340,000 | 2020 |
What these numbers tell you — and what they don’t:
The table above illustrates something that’s worth understanding before you request a quote: two projects at the same capacity can have significantly different investment levels depending on configuration.
Compare the Canada 5 T/H line at USD 570,000 (no silo system, dog and cat food only) versus the Australia 6 T/H line at USD 1,210,000 (silo system included, combined pet and fish feed). The capacity difference is minor. The configuration difference — silo infrastructure, combined extrusion for two product categories, Australian market specification requirements — accounts for most of the gap.
Key variables that move the investment figure up or down:
- Silo system: a full grain intake and storage silo system adds USD 150,000–400,000 depending on capacity and number of silos
- Product mix: combined pet food + aquatic feed lines require additional die sets, changeover systems, and sometimes separate dryer capacity
- Automation level: fully automatic batching and packaging versus semi-automatic can add USD 80,000–200,000
- Market-specific requirements: CE certification, food-grade construction spec, local electrical standards — these add cost in regulated markets
- Building status: greenfield versus existing facility changes civil scope considerably
Countries we’ve delivered pet feed mill projects to — a partial list:
Russia, United States, Canada, Australia, India, Thailand, Singapore, Iran, Germany, France, Italy, Poland, New Zealand, South Korea, Japan, Brazil, Mexico, Saudi Arabia, UAE, South Africa, Kazakhstan, Belarus, Romania, Indonesia, Vietnam, and more.
Different outputs, different process designs, different automation levels, different product categories — no two projects are identical. That’s the point. A pet feed mill investment should be sized and configured around your specific market, your raw material access, your building, and your product targets — not around a standard package.
If you’re planning a pet feed processing business and want a project cost estimate that reflects your actual situation rather than a range pulled from a catalogue, send us your capacity target, product type, and building details. We’ll put together a configuration and cost breakdown specific to your project.
Can you walk us through a real 2 T/H pet feed mill project in detail — investment, process design, raw materials, and operational parameters?
+
The New Zealand project below is one of the more fully documented 2 T/H installations we’ve completed. It’s a useful reference for anyone planning a similar-scale fully automatic pet food production line, because the operational parameters — shift structure, raw material volumes, utility consumption — are all based on actual running data rather than estimates.
Project Overview — 2 T/H Pet Feed Mill, New Zealand
| Parameter | Details |
|---|---|
| Capacity | 2 T/H |
| Annual output | 10,000 tonnes |
| Project investment | USD 480,000 |
| Automation level | Fully automatic |
| Workforce | 30 employees |
| Work schedule | 2 shifts × 8 hours, 300 operating days/year |
Raw Material Consumption (Annual)
| Raw Material | Annual Volume |
|---|---|
| Corn | 6,000 t/a |
| Fresh meat (chicken, beef liver, fish) | 2,000 t/a |
| Rice | 1,000 t/a |
| Protein powder | 500 t/a |
| Oil (fat coating) | 500 t/a |
| Water | 960 t/a |
Utility consumption:
- Natural gas: 750,000 Nm³/year (boiler for steam conditioning)
- Electricity: 2,200,000 kWh/year
Main Equipment Configuration
- Hammer mill (grain crushing)
- Meat grinder (fresh meat pre-processing)
- Paddle mixer
- Twin-screw extruder
- Drying oven / belt dryer
- Counter-flow cooler
- Oil/palatant spray coating system
- Automatic packaging line
- 2-tonne steam boiler (natural gas fuel)
Step-by-Step Process Design for This Project
This client’s raw material supply was pre-cleaned at source, so a primary cleaning stage was not required — the line starts directly at batching. That’s not always the case; for clients sourcing grain from local markets with variable quality, we add cleaning and destoning upstream.
Step 1 — Batching
Corn and rice are elevated into ingredient bins and weighed to formula ratio by automated batching scales. Protein powder is added at the micro-ingredient stage.
Step 2 — Grinding & Meat Pre-processing
Grain ingredients are fed into the hammer mill for size reduction. Simultaneously, fresh meat (chicken, beef liver, fish) goes through a dedicated meat grinder and is then steam-aged in a conditioning reactor — this step partially denatures the protein and reduces free moisture before the meat enters the mixer. Dust extraction runs continuously during the grinding stage.
Step 3 — Mixing
All crushed dry ingredients, processed meat, and protein powder are combined in the paddle mixer through a gate-controlled feed system. The mixer cycle is timed to match extruder throughput — a mismatch here is the most common cause of feed rate inconsistency at the barrel.
Step 4 — Extrusion
The conditioned mixed material enters the extruder barrel. Under heat, pressure, and mechanical shear, the starch gelatinizes and the material expands as it exits the die. A rotating cutter fixed outside the die cuts the continuous extrudate into individual kibble pieces. Die hole size and cutter speed determine particle diameter and length.
Step 5 — Drying
Freshly extruded kibble exits at 25–30% moisture. It enters the drying oven and moisture is reduced to approximately 10–13% — the target range for stable shelf life and safe packaging. The New Zealand specification for this project required final moisture below 12% to meet local pet food shelf-life standards.
Step 6 — Cooling
The dryer outlet temperature is typically 60–70°C. The counter-flow cooler brings product down to within 3–5°C of ambient before coating. Packaging warm product causes condensation inside the bag — a problem that creates mold and shelf-life complaints, and one that’s entirely avoidable with properly sized cooling capacity.
Step 7 — Oil & Palatant Coating
Oil is loaded into a cylindrical rotating coating drum. As product tumbles through, fine-atomized oil is sprayed onto the kibble surface. This step enhances palatability, adds caloric density, and gives the kibble its characteristic surface sheen. For this project, the coating system handled both oil and a liquid palatant applied in sequence.
Step 8 — Automatic Packaging
After cooling, finished product flows to the automatic packaging line. A pneumatic gate releases product into the packaging scale; after auto-weighing and discharge, bags are automatically filled, sealed, and conveyed for palletizing. For a 10,000 t/year operation running 2 shifts, packaging line reliability is a critical uptime factor — this is not the stage to specify a low-cost bagger.
This project was delivered fully commissioned, with operator training completed on-site before handover. The process design — particularly the meat pre-processing pathway and the dual coating step — was customized around the client’s formula and New Zealand food safety requirements. That level of process-specific engineering is standard on every pet feed mill project we take on, not an add-on service.
What does a mid-configuration 4 T/H pet feed mill project look like in practice — process design, raw materials, and total investment?
+
The Italy project below is a useful reference point for buyers considering a 3–5 T/H pet food manufacturing plant at medium equipment configuration level. It’s a formula-rich, multi-ingredient line running three shifts — the kind of operation where ingredient accuracy and ultra-fine grinding are non-negotiable.
Project Overview — 4 T/H Pet Feed Mill, Italy
| Parameter | Details |
|---|---|
| Capacity | 4 T/H |
| Annual output | 30,000 t/a |
| Project investment | USD 870,000 |
| Equipment configuration | Medium |
| Workforce | 30 employees |
| Work schedule | 3 shifts × 8 hours, 300 operating days/year |
Raw Material Composition (Annual)
| Raw Material | Annual Volume |
|---|---|
| Corn | 10,150 t/a |
| Meat meal | 7,250 t/a |
| Rice | 2,900 t/a |
| Sub-flour (wheat by-product) | 2,900 t/a |
| Animal fat | 2,900 t/a |
| Protein powder | 2,900 t/a |
| Chicken liver | 950 t/a |
| Vitamins | 12.5 t/a |
| Amino acids | 12.5 t/a |
| Salt + MSG | 13 t/a |
This is a notably complex ingredient list for a 4 T/H line — eleven input materials including micro-ingredients at under 15 t/a inclusion. Getting that level of formula complexity right requires a proper micro-dosing system, not manual hand-addition. The Italian client specified fully automatic batching for all ingredients including vitamins and amino acids, which is reflected in the equipment configuration.
Main Equipment on This Line
- Intake conveyor with impurity removal screen
- Fully automatic batching scale system (multi-ingredient)
- Permanent magnetic separator (iron removal)
- Ultra-fine pulverizer (微粉碎机 — critical for achieving the fine particle uniformity required for this formula profile)
- Powder inspection screen
- Double-shaft paddle mixer (×2 — pre-crush mixing and post-crush mixing stages)
- Twin-screw extruder
- Belt dryer
- Linear vibrating screen (post-drying grading)
- Fat and meat slurry spray coating system
- Counter-flow cooler
- Finished product bin with feeder
- Automatic packaging scale
Note on the ultra-fine pulverizer: This machine is a distinguishing feature of the Italy configuration compared to standard pet food lines. For formulas with high meat meal inclusion and multiple protein sources, ultra-fine grinding achieves particle sizes below 150 microns — finer than a standard hammer mill can reliably produce. This directly affects kibble texture uniformity, palatant absorption, and digestibility. Not every pet food line needs it, but for premium European market specifications, it’s often essential.
Process Flow — Step by Step
This line uses a pre-batching → cleaning → first mix → crush → second mix → extrude sequence, which differs from simpler lines that crush before batching. The two-stage mixing approach ensures formula homogeneity both before and after size reduction.
1. Intake & Pre-cleaning
Raw and auxiliary materials are loaded into the intake hopper and conveyed through an impurity removal screen. This removes physical contaminants before materials enter the batching system — important for a European facility where incoming grain quality cannot always be guaranteed.
2. Batching
Screened materials are distributed into designated batching bins. The fully automatic batching scale weighs each ingredient to formula ratio via individual batching augers. Micro-ingredients (vitamins, amino acids, salt) are weighed on a dedicated precision scale at inclusion rates as low as 12.5 t/a annual volume.
3. First Mixing Stage
Batched ingredients enter the first mixer for initial homogenization. After mixing, material is conveyed via screw auger to the permanent magnetic separator for iron removal before entering the pre-crush bin.
4. Ultra-fine Grinding
Material passes through the ultra-fine pulverizer, reducing particle size to the specification required for this formula. The output passes through a powder inspection screen — any oversize material is returned for re-grinding before proceeding.
5. Second Mixing Stage
Ground material enters the second mixer for final blending. This two-pass mixing sequence ensures the ultra-fine powder is uniformly distributed through the batch before extrusion.
6. Extrusion
The fully mixed and conditioned material enters the extruder. Under controlled temperature and pressure, starch gelatinizes and the material expands at the die exit. The cutter produces individual kibble pieces at the specified particle size.
7. Drying & Screening
Extruded kibble (25–30% moisture at exit) enters the belt dryer for moisture reduction. After drying, product passes through a linear vibrating screen — undersized fines and oversized pieces are removed before the coating stage. Only on-spec product proceeds.
8. Fat & Meat Slurry Coating
Screened kibble enters the spray coating system where animal fat and meat slurry (liquid chicken liver or similar palatant base) are applied to the kibble surface. This is not just a flavoring step — it’s a nutritional addition that brings the formula’s fat and palatability spec to final target.
9. Cooling
Coated product passes through the counter-flow cooler, reducing temperature to ambient before packaging. Warm product entering the packaging stage causes moisture migration inside sealed bags — a shelf-life problem that shows up weeks later in the retail channel.
10. Final Screening & Packaging
Cooled product passes through a final linear vibrating screen before entering the finished product bin. The automatic packaging scale handles weighing, bag filling, and sealing in sequence.
Two things distinguish this project’s engineering from a standard mid-range pet food line: the two-stage mixing configuration around the ultra-fine grinder, and the meat slurry coating system (rather than simple oil spray).
Both were specified around the client’s premium Italian market positioning and the nutritional targets their formulation required. That formula-driven process design approach is how we work on every project — the process serves the product, not the other way around.
What does a large-scale commercial pet feed mill investment look like at 10+ T/H — full facility scope, raw materials, and process design?
+
The U.S. project below represents the upper end of what a fully integrated commercial pet food production facility looks like — not just a processing line, but a complete factory build with laboratory, cold storage, premix workshop, and automated logistics. It’s a useful reference for investors planning a high-capacity pet food factory from the ground up.
Project Overview — 10–11 T/H Pet Feed Mill Factory, United States
| Parameter | Details |
|---|---|
| Capacity | 10–11 T/H |
| Annual output | 80,000 t/a |
| Total project investment | USD 3,200,000 |
| Workforce | 82 employees |
| Work schedule | 3 shifts × 8 hours, 300 operating days/year |
| Automation highlights | Multiple large silos, fully automatic palletizing system, vacuum spray coating system |
Facility Construction Scope
This wasn’t an equipment-only project. The USD 3.2 million investment covered a full greenfield facility build including:
- Independent production workshop
- Raw material warehouse
- Premix preparation workshop
- Packaging workshop
- Finished product warehouse
- Cold storage (for fresh meat ingredient handling)
- Grease storage warehouse
- Laboratory
- Office building
- Security building
- Silo complex (multiple large-capacity grain silos)
The cold storage unit and dedicated premix workshop are worth noting specifically — they reflect the formula complexity of this line (fresh meat at 3,500 t/a annual input) and the U.S. market’s regulatory requirements around ingredient handling and nutritional premix production.
Raw Material Composition (Annual)
| Raw Material | Annual Volume |
|---|---|
| Corn | 35,000 t/a |
| Meat meal | 11,500 t/a |
| Animal fat | 8,000 t/a |
| Corn gluten meal | 5,000 t/a |
| Rice | 4,000 t/a |
| Fresh meat | 3,500 t/a |
| Wheat | 7,000 t/a |
| Soybean meal | 2,000 t/a |
| Fish meal | 1,500 t/a |
| Sugar beet pulp | 500 t/a |
| Salt | 450 t/a |
| Citric acid | 300 t/a |
| Amino acids | 280 t/a |
A few things stand out in this ingredient list. Sugar beet pulp at 500 t/a is a fiber source used in digestive health formulas — it behaves differently in the grinding and conditioning stages compared to grain ingredients, requiring adjustments to hammer mill screen selection and conditioner moisture.
Fresh meat at 3,500 t/a requires dedicated cold chain handling, a meat grinder, and a conditioning reactor before it enters the main process stream. Fish meal at 1,500 t/a adds an odor management consideration at the dryer exhaust stage. These aren’t complications — they’re engineering details that get resolved in the process design phase, not discovered during commissioning.
Process Design — 10–11 T/H Line
Step 1 — Grain Receiving & Grinding
Corn, wheat, and rice arrive via bulk delivery and are stored in the silo complex. Ingredients are drawn from silos in formula proportions and fed into the hammer mill circuit for size reduction. Auxiliary dry ingredients are added at the batching stage and incorporated before the mix enters the conditioner.
Step 2 — Mixing
All ground dry ingredients — grain meals, meat meal, corn gluten meal, soybean meal, fish meal, beet pulp, and micro-ingredients — are combined in the paddle mixer. The batching system handles 13+ ingredient lines simultaneously via automatic weighing. Amino acids, citric acid, and salt are dosed through the micro-ingredient system at precision inclusion rates.
Step 3 — Extrusion (Puffing)
The conditioned mixed material enters the extruder barrel. Under controlled heat and mechanical pressure, starch gelatinizes. As material exits the die, the sudden pressure drop causes rapid moisture vaporization — this is the expansion event that creates the characteristic porous kibble structure with multiple small internal air pockets. The result is a low-density, brittle-structured extrudate that accepts palatant coating readily and has high digestibility.
Step 4 — Drying
Freshly extruded kibble exits at 25–28% moisture. The belt dryer reduces moisture to the target 8–10% range. At 10–11 T/H throughput, dryer capacity is a critical design parameter — the dryer on this line is sized to handle peak extrusion output without becoming the production bottleneck.
Step 5 — Vacuum Spray Coating
This facility uses a vacuum coating system rather than a standard atmospheric spray drum — a meaningful upgrade for high-fat or high-palatant formulas. The vacuum process draws coating liquid into the kibble’s internal pore structure rather than just depositing it on the surface, resulting in more uniform fat distribution, better palatant retention, and improved shelf-life stability. At 80,000 t/a annual output targeting the U.S. premium pet food market, surface coating consistency is a commercial requirement.
Step 6 — Cooling, Screening & Finished Product Handling
Coated kibble passes through the counter-flow cooler to ambient temperature. A post-cooling vibrating screen removes fines and any oversized pieces — off-spec material is returned to the grinding stage for reprocessing, not discarded. On-spec product flows to the finished product bin system.
Step 7 — Automatic Palletizing & Packaging
The fully automatic palletizing system handles bagged product from the packaging line through to pallet formation without manual handling. At this production scale and in a U.S. labor cost environment, automated palletizing pays back within 2–3 years compared to manual palletizing labor cost.
What separates a 10 T/H pet feed mill project from a 2–3 T/H line:
| Factor | Small Scale (1–3 T/H) | Large Scale (10+ T/H) |
|---|---|---|
| Silo system | Optional | Essential |
| Fresh meat handling | Often omitted | Dedicated cold storage + meat processing |
| Coating system | Standard spray drum | Vacuum coating system |
| Palletizing | Manual or semi-auto | Fully automatic |
| Facility scope | Processing line only | Full factory complex |
| Staffing | 10–20 employees | 60–100 employees |
| Lab & QC | Basic or outsourced | On-site laboratory |
A project at this scale requires a different level of engineering engagement than a standard line supply — civil coordination, utility planning, silo structural design, cold chain integration, and regulatory compliance all need to be worked through before equipment manufacturing starts. This is the kind of project where the quality of the process engineering team matters as much as the quality of the machines.
What equipment do you actually need to set up a pet feed mill, and what are the specifications for each machine?
+
The equipment list for a pet feed mill breaks down into four functional groups: size reduction, mixing and batching, thermal processing and forming, and post-processing and packaging.
Supporting systems — conveying, dust collection, iron removal, and electrical control — run across all four groups. Every machine listed below is manufactured in-house at our facility; none are sourced from third-party suppliers and rebranded.
Group 1: Size Reduction Equipment
| Machine | Capacity | Main Power | Role in Line |
|---|---|---|---|
| Hammer Mill (Pet Feed Grinder) | 3–25 T/H | 30–160 kW | Primary grain and ingredient grinding |
| Micro Pulverizer (Ultra-fine Mill) | 1–12 T/H | 90–220 kW | Ultra-fine grinding for premium formulas requiring particle size below 150 microns |
The micro pulverizer is not a standard addition on every line — it’s specified for formulas where particle uniformity below standard hammer mill output is required, typically premium cat food or high-meat inclusion recipes where texture consistency is a retail specification requirement. If your formula is grain-dominant and standard particle size is acceptable, the hammer mill alone is sufficient.
Group 2: Batching & Mixing Equipment
| Machine | Capacity | Main Power | Role in Line |
|---|---|---|---|
| Feed Mixer | 250–2,000 kg/batch | 4–55 kW | Homogeneous blending of all dry and liquid ingredients |
Mixer capacity should be matched to extruder throughput — a 250 kg mixer feeding a 3 T/H extruder creates a production bottleneck immediately. For lines above 2 T/H, a 1,000 kg or larger mixer is the practical minimum. The batching system feeding the mixer — automatic scales, micro-dosing for trace elements, liquid addition ports — is specified separately based on formula complexity.
Group 3: Thermal Processing & Forming Equipment
| Machine | Capacity | Main Power | Role in Line |
|---|---|---|---|
| Pet Food Extruder (single or twin-screw) | 1–12 T/H | 0.75–355 kW | Core extrusion, expansion, and kibble forming stage |
| Pet Food Belt Dryer | 2–12 T/H | 44.3–71.8 kW | Post-extrusion moisture reduction to 8–10% target |
| Counter-flow Pellet Cooler | 3–25 T/H | 30–160 kW | Temperature reduction to ambient before coating and packaging |
A few practical notes on these three machines:
- Extruder power range is wide (0.75–355 kW) because it covers everything from a 200 kg/h single-screw entry-level unit to a high-capacity twin-screw system running complex formulas at 10+ T/H. The drive motor is sized to the screw configuration and formula shear requirement, not just throughput.
- Dryer capacity must be matched to extruder output — this is the most common undersizing mistake on first-time pet food lines. If the dryer can’t keep pace, the entire line slows to the dryer’s rate.
- Cooler capacity is often specified the same as or larger than the dryer — hot product backing up before the cooler causes moisture redistribution inside the kibble mass, which affects density uniformity in the finished product.
Group 4: Post-Processing & Packaging Equipment
| Machine | Capacity | Main Power | Role in Line |
|---|---|---|---|
| Vibrating Screening Machine | 1–2 T/H (per unit) | 22 kW | Particle size grading; removal of fines and oversized pieces |
| Vacuum Spray Coating System | Matched to line capacity | Variable | Fat, palatant, enzyme, and liquid additive application |
| Automatic Bagging Machine | 6–12 bags/min | 1.1–5 kW | Finished product weighing, filling, and sealing |
The vacuum spray coating system deserves a specific note: standard atmospheric coating drums apply liquid to the kibble surface only. A vacuum coater draws the coating liquid into the kibble’s internal pore structure under negative pressure, resulting in more uniform fat distribution and better palatant retention — particularly important for cat food formulas where palatability consistency directly affects repeat purchase. It’s a higher capital cost than a standard drum but justified for premium retail product lines.
Supporting Systems (Across All Groups)
These aren’t optional extras — they’re required infrastructure for any commercially operating pet feed mill:
- Bucket elevators and screw conveyors: inter-stage material transfer throughout the line
- Pulse-jet dust collectors: hammer mill, mixer, and packaging area dust extraction
- Permanent magnetic separators: iron removal at multiple points before extrusion
- Steam boiler and conditioning system: pre-extrusion moisture and temperature conditioning
- PLC electrical control system: automated batching, process parameter monitoring, alarm management
- Silo system (project-dependent): bulk grain intake, storage, and metering for larger facilities
Equipment Selection Criteria We Apply on Every Project:
- Each machine must be rated for continuous operation at the design throughput — not peak capacity
- Wear parts (extruder screws and barrels, hammer mill screens, die plates) must be standardized and available for rapid replacement
- Motor specifications must match local power supply standards (voltage, frequency, phase)
- Food-contact surfaces must meet the hygiene specification required by the destination market
- Control system must be compatible with the client’s existing infrastructure where a line is being added to an existing facility
The specific combination of equipment on any given pet feed mill project is determined by the product type, formula profile, throughput target, automation level, and building constraints — not selected from a fixed catalogue. Send us your project parameters and we’ll put together an equipment list with specifications matched to your actual requirements.
What are the key principles behind equipment layout design for a pet feed mill, and how does building structure affect the layout?
+
Equipment layout is one of the decisions that gets made early in a project and is expensive to undo later. A poorly laid-out pet feed mill creates material handling bottlenecks, makes maintenance difficult, and wastes floor space — none of which show up as a problem until the line is running. Here’s how we approach layout design on every project.
The Three Core Layout Principles
① Process Flow Continuity
Equipment sequence must follow the production process — raw material intake through to finished product discharge — without backtracking or cross-traffic. The practical implication:
- Use building height wherever possible to create gravity-assisted material flow between stages
- Minimize the number of mechanical lifts (bucket elevators) required — each lift point is a potential bottleneck and a maintenance requirement
- Position the extruder, dryer, and cooler in a straight line where the building allows; lateral offsets add conveying complexity and increase the risk of product degradation between stages
- Raw material intake and finished product discharge should be on opposite sides of the facility — combining them on the same loading dock creates vehicle congestion and cross-contamination risk
② Installation, Maintenance & Inspection Access
This is where first-time pet food factory designs most often fall short. Equipment arranged tightly to save floor space looks efficient on a drawing — it’s a problem in practice when a hammer mill screen needs replacing or an extruder barrel needs inspection.
Requirements we build into every layout:
| Access Requirement | Minimum Standard |
|---|---|
| Walkway width between equipment | 800–1,200 mm (wider for high-traffic maintenance routes) |
| Overhead maintenance hook above extruder | Sized to maximum component weight + 20% safety factor |
| Overhead hook above major motors and gearboxes | Required for all units above 200 kg |
| Service access clearance at extruder barrel | Minimum 1,500 mm at die end for barrel removal |
| Inspection access at dryer belt | Both sides, full length |
Maintenance hooks above large equipment are a requirement, not an option — and the hook load rating must reflect the heaviest component that will ever need to be lifted, not the average maintenance load.
③ Operator Safety & Ergonomic Access
- All primary operating control points (extruder HMI, batching control panel, packaging scale display) must be positioned at operator height and within arm’s reach — not mounted on elevated platforms that require climbing to adjust
- Safety railings are mandatory on all elevated walkways, stairways, rooftop access points, and any operating surface above 500 mm floor level
- All rotating equipment — extruder drive shafts, hammer mill rotors, conveyor drives, mixer agitators — must be fitted with interlocked protective covers that cannot be removed while the machine is running
- Emergency stop access must be within 2 meters of every major machine operating point
Building Structure: Steel vs. Reinforced Concrete
For large and medium-scale pet feed mills, multi-story construction is standard — it uses building height to support gravity-assisted material flow and keeps the facility footprint manageable.
| Structure Type | Advantages | Best Suited For |
|---|---|---|
| Steel structure | Faster construction, lower cost, flexible for future expansion, easier to modify floor openings for conveying | Most pet food mills, especially in markets where construction speed matters |
| Reinforced concrete | Higher load capacity, better vibration damping, longer lifespan | Large-scale facilities (10 T/H+), facilities in seismic zones, or where local building codes require it |
Steel structure is the more common choice for pet food manufacturing plants in markets where construction speed and cost efficiency are priorities. It also makes future capacity expansion easier — adding a floor or extending a wall section is straightforward compared to modifying reinforced concrete.
How We Approach Layout Design on Real Projects
Every pet feed mill project we take on includes a full equipment layout drawing as part of the free pre-sale engineering services. The layout is developed in coordination with the process flow design — not produced separately and then reconciled afterward, which is how layout conflicts get missed.
The layout review process covers:
- Process flow verification — does the sequence run logically through the building without backtracking?
- Conveying path optimization — minimum lift points, shortest horizontal runs
- Maintenance access audit — every major machine checked against access clearance requirements
- Safety compliance check — railings, guard covers, emergency stop positions
- Civil loading confirmation — floor load capacity verified against equipment weights and dynamic loads
- Utility routing — steam, compressed air, electrical conduit planned to avoid conflict with maintenance access routes
We produce 3D facility renderings, three-view equipment drawings, and civil reference drawings for every project — so your local construction contractor and equipment installation team are working from the same set of coordinated documents, not interpreting a schematic independently.
Beyond equipment purchase, what are the main ongoing production costs we should factor into a pet feed mill business plan?
+
Equipment investment is a one-time cost. Production costs run every shift, every year — and for a pet feed mill specifically, the cost structure looks different from standard livestock feed production in ways that catch first-time operators off guard. Here’s a breakdown of the five main production cost categories and what actually drives them.
① Product Shrinkage
Shrinkage is unavoidable in dry extruded pet food production — but it’s quantifiable and manageable.
| Shrinkage Source | Typical Range | Notes |
|---|---|---|
| Moisture loss during drying | 2–4% by weight | Raw material enters at 10–13% moisture; finished product targets 8–10% |
| Startup/shutdown waste | 0.5–1% | Material in the barrel during startup and shutdown doesn’t meet spec |
| Processing fines and powder | 1–2% | Generated during extrusion, drying, and screening |
| Total shrinkage rate | 3–5% | Industry standard for dry extruded pet food |
The fines and crumble generated during processing aren’t necessarily lost — they can be collected, dried, re-ground, and reincorporated into the formula at a recycling rate of 5–20% depending on product type and quality standard. Whether to recycle fines or discard them is a quality management decision, not just a cost decision.
② Energy — the Cost Category Most Buyers Underestimate
Dry extruded pet food requires significantly more energy per tonne than standard pelleted livestock feed. A documented comparison across a 3-year study period found that pet food extrusion consumes approximately 7 times the energy of conventional pellet mill processing per tonne of output.
Energy sources in a typical pet feed mill:
- Electricity: powers all drive motors — extruder, hammer mill, mixer, dryer fans, conveyors, packaging
- Natural gas or fuel oil: heats water, generates steam for pre-conditioning and drying
- Steam: critical for the conditioning stage before extrusion — directly affects gelatinization quality and product texture
Reference energy consumption (based on a 7 T/H line running 5,760 hours/year):
The cost leverage on energy is significant. A 2% reduction in extrusion and drying energy costs saves approximately USD 4,700/year at this scale. However — and this is the critical planning insight — a 1% reduction in raw material cost at the same scale saves approximately USD 70,000/year. The benefit ratio is 16–32:1 in favor of formula and procurement optimization over energy efficiency alone. Both matter, but formula cost management is where the biggest profitability lever sits.
③ Equipment Maintenance & Wear Parts
This is the cost category most underestimated in pet feed mill business plans, and the one where equipment quality has the most direct financial impact.
During extrusion, mechanical energy is transferred from the screw and barrel surface to the product under high pressure and temperature — this creates continuous abrasive wear on the barrel liner, screw flights, and die plates. The maintenance and repair cost for an extrusion-based pet food line runs approximately 2–3 times higher than for a ring die pellet mill operation at equivalent throughput.
Primary wear components and replacement frequency:
| Component | Typical Replacement Interval | Cost Impact |
|---|---|---|
| Extruder barrel liner (bimetallic) | 2,000–4,000 hours | High |
| Extruder screw segments | 1,500–3,000 hours | High |
| Die plates | 500–1,500 hours (formula dependent) | Medium |
| Hammer mill screens | 300–800 hours | Medium-low |
| Dryer belt sections | 8,000–12,000 hours | Low per event, high if unplanned |
This is precisely why barrel and screw material specification matters when evaluating equipment suppliers. A standard alloy steel barrel costs less upfront and wears out 2–3x faster than a bimetallic hardened liner. The cheaper barrel looks like a saving on the purchase order and becomes an operating cost problem within 12–18 months of production.
Our pet feed mill equipment uses bimetallic barrel liners and wear-resistant screw segments as standard — not as an upgrade option. Replacement parts are stocked and available for direct shipment to any market.
④ Labor
Relative to equipment maintenance and energy, labor is a smaller component of total production cost in a pet feed mill — and it’s manageable with proper line design.
Typical labor efficiency benchmarks:
- 1 operator can effectively manage 2 complete production lines from extruder inlet to dryer outlet under normal operating conditions
- If a dedicated dryer operator is assigned, 1 operator can monitor up to 4 extruder sections simultaneously
- Fully automated batching and packaging reduces labor requirement at the highest-touch stages of the process
Labor cost varies enormously by market — from under USD 5/hour in parts of Southeast Asia and Sub-Saharan Africa to USD 30–50/hour in Western Europe and North America. This directly affects the automation level that makes financial sense for your specific project. We factor local labor cost into automation recommendations rather than applying a standard configuration globally.
⑤ Summary: Where to Focus Cost Management Attention
| Cost Category | Relative Impact | Primary Lever |
|---|---|---|
| Raw material cost | ★★★★★ Highest | Formula optimization, procurement efficiency |
| Equipment maintenance | ★★★★ High | Equipment quality, planned maintenance scheduling |
| Energy (electricity + fuel) | ★★★ Medium-high | Dryer efficiency, extruder parameter optimization |
| Product shrinkage | ★★ Medium | Dryer calibration, fines recycling system |
| Labor | ★ Lower | Automation level matched to local labor cost |
The practical implication for anyone planning a pet feed mill investment: don’t optimize the equipment purchase cost at the expense of formula management capability and equipment quality. The purchase price is paid once. Raw material cost and maintenance cost are paid every production day for the life of the facility.
If you’d like us to model production cost estimates for your specific capacity, formula profile, and market location, that’s part of the pre-sale engineering support we provide at no charge.
We’re planning to invest in a pet feed mill in the United States — what are the critical factors we need to work through before committing?
+
The U.S. pet food market is large, well-established, and genuinely attractive to new investors — but it’s also one of the more demanding markets to enter from a regulatory, capital, and competitive standpoint. The four factors below are what we walk through with every client considering a U.S. pet food manufacturing plant investment.
① Market Reality Check — Growth Is Real, But So Is Competition
The U.S. pet food industry has seen sustained growth over the past two to three decades, driven by premiumization, humanization of pet nutrition, and expanding pet ownership. That growth trajectory is real. What’s also real:
- The market is mature — most segments have established players with strong retail relationships and brand recognition
- New entrants typically need to displace existing suppliers rather than grow into uncontested space
- The segments with the most accessible entry points for new manufacturers are:
- Private label / contract manufacturing for retailers and brands without their own production
- Specialty and functional formats (grain-free, high-protein, breed-specific, veterinary diet)
- Regional premium brands targeting direct-to-consumer or independent pet retail channels
- Private brand development for farm supply, agricultural cooperative, or specialty retail networks
A market analysis specific to your target product category, price point, and distribution channel is essential before finalizing capacity and configuration. We’ve supplied pet food production lines to U.S. clients across all of these entry strategies — the equipment configuration looks different depending on which one you’re pursuing.
② Capital Requirements — Pet Food Costs More Than Livestock Feed to Set Up
This is the most common planning gap we see from investors coming from a livestock feed background.
| Cost Comparison | Standard Livestock Pellet Mill | Dry Extruded Pet Feed Mill |
|---|---|---|
| Core processing equipment | Lower | Significantly higher |
| Building specification | Standard industrial | Food-grade construction required |
| Packaging system | Basic bulk or bag | Retail-format packaging line required |
| Quality control infrastructure | Minimal | On-site laboratory, HACCP documentation |
| Regulatory compliance cost | Lower | FDA registration, cGMP compliance |
The extruder itself — particularly a twin-screw system for premium formulas — is considerably more expensive than a ring die pellet mill at equivalent throughput. Add vacuum coating, multi-layer belt drying, and automatic palletizing for a U.S. retail-scale operation, and the equipment investment for a commercially viable pet food manufacturing plant starts at USD 500,000–900,000 for a 3–5 T/H line, before civil construction and utility infrastructure.
The principle that applies here: there must be sufficient confirmed or projected sales volume to justify the fixed cost base. Entering at too small a scale means high per-tonne production cost that makes retail pricing uncompetitive. Entering at too large a scale means high fixed cost against insufficient revenue during ramp-up.
③ Total Production Cost — Higher Than Feed, Driven by Specific Factors
Variable production costs for dry extruded pet food run approximately 2–3 times higher than for standard pelleted livestock feed at equivalent throughput. The main drivers:
- Energy: extrusion requires approximately 7× the energy of pelleting per tonne of output
- Packaging: retail pet food requires high-quality sealed packaging — form-fill-seal lines, printed bags, nitrogen flushing for shelf life — none of which apply to bulk livestock feed
- Maintenance: extruder wear parts (barrel liners, screw segments, die plates) cost more and replace more frequently than pellet mill dies and rollers
- Quality control: ingredient testing, finished product analysis, and nutritional compliance verification add ongoing laboratory cost
This cost structure is manageable — but it needs to be planned for, not discovered after the line starts running. We provide production cost modeling as part of our pre-sale project support for U.S. market clients.
④ Regulatory & Hygiene Compliance — Non-Negotiable in the U.S. Market
Any pet food manufacturer selling into U.S. retail or distribution channels must comply with:
| Requirement | Regulatory Body | Key Obligations |
|---|---|---|
| Facility registration | FDA | Required before producing or selling pet food in the U.S. |
| Current Good Manufacturing Practices (cGMP) | FDA (21 CFR Part 507) | Facility design, sanitation, personnel, process controls |
| HACCP plan | FDA / FSMA | Hazard analysis and preventive controls documentation |
| State feed licensing | State departments of agriculture | Varies by state; product registration often required |
| Retail buyer audits | Retailer-specific | Major retailers (PetSmart, Petco, Chewy) conduct supplier audits independently of FDA |
The facility design implications of cGMP compliance are significant — sanitary flooring, sealed wall/floor junctions, cleanable equipment surfaces, dedicated handwashing stations, pest exclusion infrastructure, and documented cleaning and sanitation protocols. These aren’t add-ons to a standard feed mill; they’re built into the facility design from the start.
We’ve delivered pet food production lines to U.S. clients and are familiar with the facility design requirements that FDA inspections and retail buyer audits look for. The civil reference drawings and equipment specifications we produce for U.S. projects reflect these requirements — not a generic international standard.
The Bottom Line for U.S. Market Entry
Entering the U.S. pet food market with your own pet feed mill is a viable investment — multiple clients have done it successfully with our equipment and engineering support.
But the barriers are real: higher capital requirement than livestock feed, more complex regulatory environment, more demanding production cost structure, and a competitive market where product quality and consistency are the baseline, not the differentiator.
The producers who capture market share in the U.S. — including new entrants — are the ones committed to nutritional reliability and consistent product quality. That starts with the right production line specification and the right process engineering behind it.
If you’re at the planning stage for a U.S. pet food manufacturing plant, share your target product, capacity, and market channel with us and we’ll give you a realistic assessment of what the investment and operational picture looks like.
What site planning and layout design factors need to be resolved before building a pet feed mill factory?
+
Factory layout design sits upstream of everything else — get it wrong and you’re dealing with the consequences every operating day. This is a discipline that goes well beyond drawing equipment positions on a floor plan.
The full site layout for a pet feed mill covers building placement, road infrastructure, utility routing, regulatory compliance, and operational logistics simultaneously. Here’s what needs to be worked through.
① Industrial Park & Investment Intensity Requirements
If your site is within an industrial park or special economic zone — which is common for feed manufacturing facilities globally — the park authority will have minimum investment intensity requirements per square meter of land. These requirements affect:
- Minimum building floor area relative to site area (plot ratio)
- Minimum construction investment per mu or per m²
- Required facility types (production building, warehouse, office, laboratory)
- Timeline requirements for construction commencement and completion
Confirming these requirements before finalizing the site plan prevents having to redesign the layout after land use agreements are signed.
② Site Orientation & Gate Positioning
The location and orientation of the factory gate is determined by the red line boundary map provided by the land authority or industrial park management. This isn’t a free design choice — it’s constrained by:
- Road access points designated in the park master plan
- Utility connection points (power, water, gas, drainage)
- Adjacent facility boundaries
- Required setback distances from road edges
Gate positioning then determines the internal logistics flow direction — which side of the site raw materials enter, which side finished product exits, and where staff access points are located. Getting this right at the start avoids internal road layouts that create vehicle conflict points later.
③ Building Spacing & Fire Code Compliance
Building spacing within the site must satisfy local fire protection regulations — not just operationally desirable distances. Key considerations:
| Factor | Requirement |
|---|---|
| Fire separation distance between production buildings | Determined by fire hazard classification of each building; typically 10–15 m for feed processing facilities |
| Access road width for fire vehicles | Minimum 4 m clear width; turning radius for fire trucks must be checked at corners |
| Logistics vehicle turning radius | Heavy trucks (22–25 m overall length) need significantly larger turning radius than fire vehicle standard |
| Distance between silo structures and other buildings | Silo explosion risk classification affects required separation distance |
Logistics vehicle access is frequently underplanned — a delivery truck that can’t complete a turn without a multi-point maneuver creates daily operational friction and safety risk.
④ Building Elevation, Underground Infrastructure & Local Geography
Elevation design for the pet feed mill production building needs to account for:
- Local flood risk: finished floor level should be set above the 50-year flood level for the site
- Underground utility conflicts: water supply, drainage, electrical conduit, and gas lines need coordinated routing to avoid conflict with foundation excavation and equipment pit requirements
- Overhead utilities: existing or planned overhead electrical or pipe networks affect building height and crane path planning
- Geology and soil conditions: bearing capacity determines foundation specification for heavy equipment (silos, extruder base slabs, elevator pits) — a geotechnical survey before design finalization is standard practice on any project we engineer
Local climate also affects building design — insulation specification, roof drainage capacity, ventilation requirements, and heating/cooling system sizing all vary by region.
⑤ Separation of Personnel Flow and Logistics Flow
This is a safety and hygiene requirement, not just an operational preference. In a functioning pet food manufacturing plant, the following flows must not intersect:
| Flow Type | Separation Requirement |
|---|---|
| Raw material delivery vehicles | Dedicated entry route, unloading zone separate from production building exits |
| Finished product dispatch vehicles | Separate loading dock, ideally on opposite side of facility from raw material intake |
| Staff pedestrian access | Separate from all vehicle routes; crossing points must have clear sightlines and speed control |
| Waste and rejects removal | Separate from finished product flow; must not pass through production areas |
In facilities where raw material intake and finished product loading share the same vehicle access road, cross-contamination risk and vehicle congestion are both ongoing problems. Designing the separation in from the start costs nothing. Retrofitting it costs significantly more.
⑥ Regulatory & Industry Standard Compliance
Pet feed mill layout design must reflect the current regulatory framework in the target market. Standards that directly affect site and building design include:
- Local fire protection codes (building classification, suppression system requirements)
- Food safety manufacturing standards (FDA cGMP, EU feed hygiene regulation, or equivalent)
- Environmental permits (dust emission, wastewater discharge, odor control)
- Occupational health and safety regulations (emergency exit requirements, hazardous area classifications)
- Industrial park-specific requirements (green space ratio, parking provision, facade standards)
Regulations in this area update periodically — what was compliant five years ago may not satisfy a current permit application. We stay current on regulatory requirements in the markets where we deliver projects, and our layout designs reflect the applicable standard for each specific location.
⑦ Multi-Option Comparison Before Finalizing
No site layout should be finalized on the first version. Standard practice on our projects is to develop at least two or three layout options — typically varying in:
- Building orientation relative to prevailing wind (affects odor management and cross-contamination risk)
- Silo placement (affects truck approach angles and structural foundation requirements)
- Processing building shape (single-floor wide vs. multi-floor narrow affects conveying system design and construction cost)
- Expansion provision (leaving space and utility capacity for a future second processing line)
Each option is evaluated against construction cost, operational efficiency, regulatory compliance, and future expansion flexibility before a recommendation is made. The layout we eventually produce civil drawings from is the one that performs best across all four criteria — not just the one that fits neatest on the site map.
We provide complete factory area planning drawings, civil engineering reference drawings, and 3D facility renderings as part of the free pre-sale engineering services included with every pet feed mill project. These documents are what your local design institute or construction contractor works from — coordinated with the equipment layout, not produced separately.
How does the process design for a pet feed mill actually work — and what information do you need from us to get started?
+
Process design is where the entire project takes shape. A well-designed process does three things simultaneously: guarantees product quality, minimizes operating cost, and stays flexible enough to handle formula changes and product line additions without a complete line rebuild. Getting it right requires a structured approach — and the right information upfront.
How We Approach Pet Feed Mill Process Design
The design sequence follows five steps:
1. Process Route Selection
Based on your product line and raw material profile, we determine the appropriate processing route — extrusion only, extrusion plus pelleting, single-product or multi-product configuration. This stage also establishes the process specification: particle size targets, moisture control points, coating method, and packaging format.
2. Parameter Calculation & Equipment Selection
Once the process route is defined, we calculate throughput requirements at each stage, size each piece of equipment accordingly, and select specific models. This is where bottleneck analysis happens — matching dryer capacity to extruder output, mixer cycle time to batching frequency, and so on.
3. Utility & Environmental System Design
Each process stage generates specific utility requirements and environmental outputs:
| System | Design Scope |
|---|---|
| Power supply | Motor load calculation, transformer sizing, VFD specification |
| Steam & heating | Boiler sizing, steam distribution, condensate return |
| Dust removal | Cyclone and pulse-jet filter sizing per dust generation point |
| Odor control | Dryer exhaust treatment (scrubber or biofilter) where required |
| Noise reduction | Acoustic enclosure specification for hammer mill and packaging areas |
4. Ergonomics & Control System Design
Control panel placement, operator access routes, HMI interface design, and automation level are determined with reference to ergonomic standards. The program control method — semi-automatic, PLC-automated batching, or full-line automation — is selected based on throughput and labor cost context.
5. Information & Monitoring System
For larger pet feed mill projects, production data logging, batch traceability, and remote monitoring systems are integrated into the control design. This supports quality management documentation requirements and operational performance tracking.
What We Need From You to Start the Design
For clients with existing production experience, most of this information is immediately available. For first-time investors entering pet food processing, we work through these questions together — our technical consultants provide the industry context where your own data doesn’t yet exist.
| Information Category | Specific Requirements |
|---|---|
| Production scale | Target capacity (T/H), annual output, shift structure |
| Market scope | Distribution radius, customer segment, retail vs. bulk vs. contract |
| Product specification | Species, life stage, kibble size, shape, density target |
| Raw materials | Ingredient types, physical properties (density, flowability, moisture), receiving method (bulk truck, bags, bulk container) |
| Formula composition | Ingredient list and approximate inclusion rates |
| Process requirements | Mixing uniformity spec, liquid addition types, extrusion parameters, coating method |
| Site information | Building dimensions, floor load capacity, ceiling height, utility availability |
| Budget parameters | Equipment investment range, automation preference |
None of this needs to be finalized before you contact us — the early consultation is where we help you work through the items you haven’t determined yet.
Clients who arrive with a clear raw material profile and target product spec get to detailed process design faster; clients entering the industry for the first time get more foundational guidance first. Either way, the process design output is the same: a complete, costed, buildable plan for your specific pet feed mill project.
Reach out directly and one of our technical consultants will start the process design conversation with you — no charge, no obligation.
What documents and drawings does a complete pet feed mill process design package actually include?
+
When clients ask what they receive as part of our process design service, the answer is more comprehensive than most expect. A complete pet feed mill process design covers three categories of deliverables — documents, drawings, and the reference basis underlying both.
Category 1: Process Design Documents
These are the written engineering deliverables that define what the plant produces, how it operates, and what it costs to build and run:
| Document | Content |
|---|---|
| Product & output overview | Product types, annual output targets, quality specifications |
| Raw material description | Types, quality grades, annual consumption volumes, physical properties of all main and auxiliary ingredients |
| Inter-department connection description | How production departments connect — material handoffs, scheduling dependencies, shared infrastructure |
| Process flow description | Narrative explanation of each production stage, accompanied by the process flow chart |
| Equipment selection & calculations | Sizing basis for each machine, capacity verification, equipment list with specifications |
| Utility requirement calculations | Water, electricity, steam, fuel (natural gas or oil) — quantities and connection specifications |
| Cost estimates | Equipment cost, materials, power consumption, operating cost benchmarks |
| Labor & work system overview | Workshop staffing structure, shift arrangements, skill requirements by role |
Category 2: Process Design Drawings
The drawing package is what your construction contractor, civil engineer, and equipment installation team work from directly:
Production Layout Drawings:
- Process flow chart (full line from raw material intake to finished product discharge)
- Main production workshop floor plan — plan view, longitudinal section, transverse section
- Silo and vertical storage building layout
- Auxiliary material warehouse layout
- Finished product warehouse layout
Civil & Installation Reference Drawings:
- Equipment foundation drawings — embedded anchor bolt positions, floor penetrations, pit dimensions
- Equipment installation layout and elevation drawings
- Overhead and underslab utility routing diagrams
Mechanical & Utility System Drawings:
- Ventilation and dust removal air network diagram
- Steam distribution system diagram
- Compressed air system diagram
- Liquid addition system diagram (fat, molasses, enzyme, palatant)
Equipment Drawings:
- Non-standard equipment fabrication drawings (custom hoppers, transitions, platforms)
- Referenced standard equipment installation drawings
Category 3: Design Basis — Reference Information Used to Produce the Above
Process design doesn’t happen in isolation. The documents and drawings above are only as good as the information they’re based on. The reference basis we compile and verify before starting design includes:
- Confirmed pet feed mill production scale and phasing plan
- Product variety list, specifications, and anticipated development pipeline
- Pet food formulas and raw material physical properties (bulk density, flowability, moisture content, particle size of incoming ingredients)
- Raw material receiving method (bulk truck, bagged delivery, bulk container) and finished product dispatch method
- Investment scope and implementation timeline
- Process design performance targets (mixing uniformity, moisture control tolerances, extrusion parameters)
- Benchmarking data from comparable pet feed mill projects at similar scale — domestic and international
- Equipment technical specifications and pricing from current market, covering both standard and custom configurations
What This Means in Practice
The process design package we produce for each pet feed mill project is a complete engineering reference set — not a generic template with your name on it. Every document and drawing reflects your specific product mix, raw material profile, site conditions, and regulatory environment.
For clients who are new to pet food manufacturing, this package is also a knowledge transfer document — it explains the process in enough detail that your operations team understands what the line is doing and why each stage is configured the way it is. That’s intentional. A plant your team understands runs better than one they’re operating by rote.
All of this is included in our pre-sale and project engineering services at no additional charge.
What nutritional requirements and product development directions should guide our cat and dog food formulation when setting up a pet feed mill?
+
Formula development for a cat and dog pet feed mill isn’t just a nutrition science question — it directly determines which equipment you need, how your line is configured, and what raw materials your procurement has to source reliably. Here’s a practical breakdown of the nutritional basis and product development directions we see clients working with most frequently.
Nutritional Differences Between Cats and Dogs — Why It Matters for Line Design
Both species are primarily carnivorous omnivores, but their nutritional profiles differ in ways that affect formulation:
| Nutrient | Cats | Dogs |
|---|---|---|
| Protein requirement | High — essential for muscle maintenance and organ function | High — but slightly more flexible than cats |
| Taurine | Cannot synthesize adequately — must be added to formula | Can synthesize from other amino acids |
| Vitamin A | Cannot convert beta-carotene — must come from animal sources; excess is toxic | Can convert beta-carotene from plant sources |
| Vitamin C | Cannot synthesize — must be supplemented | Can synthesize endogenously |
| Linoleic acid | Required for coat health and skin function | Required but less critical |
| Carbohydrates | Tolerated in moderate amounts; low natural requirement | More tolerant; can utilize as energy source |
| Fiber | Moderate amounts support digestion | Beneficial for digestion; cellulose not digestible |
The practical implication for a pet feed mill processing both species: cat food typically requires higher animal protein inclusion, taurine supplementation, and more precise fat-soluble vitamin management than dog food. If you’re running both on the same line, formula changeover protocol needs to account for these differences — not just die changes.
Product Category Development Framework
For a new pet feed mill, product line development typically follows four directions:
1. Staple / Main Feed (Primary Revenue Driver)
The core product category. Requirements: comprehensive nutrition, consistent palatability, easy digestion, shelf-stable, convenient packaging.
| Format | Species | Main Ingredients | Process |
|---|---|---|---|
| Dry extruded kibble | Dog & Cat | Grain, meat meal, fish meal, fat | Twin-screw extrusion |
| Semi-moist | Dog (especially puppies) | Meat, dairy, soy, oil, minerals | Modified extrusion or forming |
| Biscuit / dry treat | Dog & Cat | Starch, meat meal, fish meal, germ | Baking or low-moisture extrusion |
Note on wet/canned formats: these require filling and retort sterilization equipment — outside our pet feed mill line scope, which covers dry and semi-moist formats only.
2. Supplementary Feed
Single-nutrient-focused products used to regulate appetite or provide dental function. Bright colors, varied shapes, treat formats. Lower nutritional complexity, higher margin per kg in retail channels.
3. Health & Functional Feed
Growth segment globally. Examples:
- Taurine-fortified formulas for cat vision support
- Calcium-fortified products for senior or large-breed dogs
- Linoleic acid-enriched formulas for coat condition
- Dietary fiber supplements for digestive health
- Life-stage specific formulas (puppy, senior, weight management)
4. Breed & Life-Stage Specific Products
Premium positioning. Different kibble sizes for small vs. large breeds. Different protein and caloric density for growth, maintenance, and senior stages. Foreign breed cats (Persian, Maine Coon) have different dietary profiles than domestic shorthairs — some clients differentiate their product line at this level.
Raw Material Base for Cat & Dog Feed
The ingredient range is broader than many first-time buyers expect:
Primary protein sources:
- Meat meal, poultry meal, fish meal
- Fresh meat (chicken, beef liver, fish) — requires cold chain handling
- Blood meal, bone meal from slaughter by-products
- Casein, whey protein (dairy-derived)
Carbohydrate and energy sources:
- Corn, rice, oats, cornmeal, wheat by-products
- Corn gluten meal, potato starch
Fat and palatability:
- Animal fat (tallow, poultry fat)
- Edible oils, cod liver oil (omega-3 source)
- Meat slurry and liver digest (palatant application post-coating)
Micro-ingredients:
- Vitamins A, D, E, B-complex, riboflavin
- Taurine (cats — mandatory)
- Calcium, minerals, iodized salt
- Antioxidants (for fat stability and shelf life)
Slaughter by-products — blood clots, offal, bone meal, chicken frames — are cost-effective protein and mineral sources used extensively in commercial pet food formulas. Our pet feed mill configurations handle both dry meal inputs and fresh/wet meat paste inputs, depending on what’s available and economical in your market.
Reference Formulas
| Formula | Key Ingredients | Finished Product Standards |
|---|---|---|
| Basic cat staple food | Rice 300g, cornmeal 300g, meat 390g, salt 10g (per kg) | Practical entry-level formula |
| Premium cat food | Casein 100g, milk powder 200g, beef liver 350g, oats 300g, edible oil 50g | Higher palatability, dairy protein |
| Standard dog food | Meat 250g, rice 150g, noodles 150g, vegetables 300g, milk 70g, lard 10g, cod liver oil 10g, yeast 6g, bone meal 14g, salt 10g | Balanced omnivore formula |
| Cat food (commercial spec) | Cereal grains + fish/meat by-products + vegetable oil + vitamins + antioxidants | Protein ≥22%, Fat ≥5%, Fiber ≤5%, Salt ≤2% |
| Dry puppy food | Corn by-products + meat by-products + vegetable oil + vitamins A/E/B + antioxidants | Protein ≥28%, Fat ≥10%, Calcium ≥0.6%, Fiber ≤5% |
These are starting references — not finished commercial formulas. Actual production formulas are developed with a nutritionist and validated through production trials on your specific line configuration.
If you’re planning a cat and dog food pet feed mill and want a line configuration matched to your formula targets and raw material availability, contact us for a full process design and equipment quotation.
We’re planning a 2 T/H cage bird feed line — what product categories and raw materials should we be developing around?
+
Cage bird feed is a distinct product category within the pet feed mill landscape — and it’s one that’s often underestimated in terms of raw material diversity and product complexity.
Birds digest rapidly, eat small quantities per meal, and are sensitive to both nutritional deficiencies and ingredient quality. The product range for a commercially viable bird feed operation spans six feed categories, each with a different ingredient base and processing requirement.
Six Product Categories for a Cage Bird Pet Feed Mill
| Category | Primary Function | Key Raw Materials | Format |
|---|---|---|---|
| Main feed (staple) | Energy and starch base | Rice, millet, corn, sorghum, millet grain | Whole grain, pelleted, or mixed |
| Supplementary feed | Fat and conditioning | Perilla seeds, hemp seeds, rapeseed, pine seeds, sunflower seeds | Whole seed or blended |
| Health-care feed | Appetite, vitality, reproduction | Green vegetables, wild vegetables, powdered vegetable blends | Powder or crumble |
| Special feed | Seasonal and physiological needs | Eggs + millet (estrus), egg yolk (aphrodisiac), carrot + peanut oil (pigment/moulting) | Mixed formula |
| Mineral feed | Bone, beak and feather support | Shell powder, feather meal, eggshell powder, cuttlefish meal, salt, gravel | Powder or granule |
| Insect feed | Animal protein (essential) | Mealworms, silkworm pupae, locusts, skinworms | Live, freeze-dried, or powdered |
Key Formulation Notes by Category
Main Feed:
Most cage birds — parrots, canaries, finches, pigeons — are omnivorous or herbivorous and thrive on starch-dominant staple formulas. Rice, corn, and millet form the carbohydrate base. Pelleted main feed (2–4 mm via ring die pellet mill) ensures nutritional completeness in every bite, whereas loose seed mixes allow selective feeding — birds pick preferred seeds and leave others, creating nutritional imbalance.
Supplementary / Fat Feed:
Fed in limited quantities — higher fat seeds like hemp and sunflower are energy-dense and palatable, but excess intake leads to obesity. Particularly useful pre-moulting and during nesting season when energy demand increases. Supplementary feed is typically not processed through the pellet mill — it’s cleaned, sorted, and blended as whole seeds.
Special Feed — Three Distinct Formulas:
- Estrus feed: Spring-season formula with elevated protein from egg and millet — supports reproductive readiness
- Aphrodisiac feed: Egg yolk-enriched blend to increase laying performance
- Pigment feed: Carrot and peanut oil-based formula fed during moulting to enhance feather colour and sheen
These are seasonal products with defined production windows — useful for building a differentiated product range beyond commodity bird seed.
Insect Feed:
This is the category most bird feed producers underinvest in — and the one birds genuinely need for optimal health. Options for commercial supply:
- Live insects: mealworms, skinworms — highest palatability, shortest shelf life, requires insect rearing infrastructure
- Freeze-dried insects: retains original form and most nutrients, significantly better shelf life
- Insect powder: incorporated into pelleted or crumble formulas; silkworm pupae and mealworm powder are the most common
For a 2 T/H pet feed mill producing cage bird feed, insect powder incorporation into the main pellet formula is the most practical starting point — it avoids the complexity of live insect rearing while delivering the animal protein component birds require.
Processing Notes for a 2 T/H Bird Feed Line
Bird feed processing uses ring die pelleting — not extrusion. Key differences from a dog/cat kibble line:
- Die hole sizes: 2–3 mm for canaries and small finches; 3–5 mm for parrots and pigeons
- Compression ratio: higher than livestock pellets due to low starch content in fiber-rich bird formulas — binding is more challenging
- No dryer required for standard seed-based formulas; pelleted formulas with higher moisture input may need a short drying stage
- Mineral and insect powder additions go into the mixer at micro-ingredient inclusion rates — precision batching matters
The pellet mill configuration for a cage bird feed line overlaps significantly with the small animal feed module we add to combined pet food lines — meaning a client running dog/cat kibble can add bird and small animal feed production without a completely separate processing train.
If you’re planning a dedicated cage bird pet feed mill or adding bird feed to an existing pet food operation, contact us for a line configuration and equipment quotation specific to your product range and capacity target.
We’re planning a 1 T/H ornamental fish feed line — what product types, raw materials, and formulation directions should we focus on?
+
Ornamental fish feed is one of the more technically specific categories within the pet feed mill product range. The core challenge is particle size — most ornamental species require feed in the 0.5–3 mm range, and some nano or fry species need sub-0.5 mm micro-granules that standard pellet mill dies can’t produce. Getting the processing configuration right for the species you’re targeting is the starting point.
Two Product Development Routes
Route 1 — Natural Bait Production
Breed and sell live or dried natural feed organisms directly. High palatability, good for gonad development and breeding condition. Limited shelf life and requires biological production infrastructure.
| Natural Bait Type | Category | Suitable Species |
|---|---|---|
| Water fleas (Daphnia) | Animal | Tropical fish, goldfish, fry |
| Water earthworms (Tubifex) | Animal | Bottom-feeding species, loaches |
| Paramecium | Protozoa | Fry and nano fish species |
| Fresh vegetables, duckweed | Plant | Herbivorous ornamental species |
This route is operationally separate from a pellet-based pet feed mill — it requires aquatic organism cultivation tanks, not processing equipment. Some ornamental fish feed businesses run both routes simultaneously.
Route 2 — Artificial Micro-Granule Feed (Main Commercial Route)
Manufactured feed in pelleted or extruded micro-granule form. Convenient, hygienic, shelf-stable, and scalable. This is where the pet feed mill equipment investment is focused.
Product Specifications by Species Category
| Species Group | Particle Size | Buoyancy | Process |
|---|---|---|---|
| Nano fish / fry | 0.3–0.8 mm | Floating or slow-sinking | Micro-extrusion or crumble |
| Tropical fish (small) | 0.8–1.5 mm | Floating | Twin-screw extrusion |
| Goldfish / koi (medium) | 1.5–3 mm | Floating or sinking | Twin-screw extrusion |
| Large ornamental species | 3–6 mm | Floating | Twin-screw extrusion |
| Turtles / aquatic reptiles | 4–8 mm | Slow-sinking | Extrusion or pellet mill |
Floating feed requires controlled expansion through extrusion — density and water stability are the two key quality parameters. A feed that sinks before the fish eat it pollutes the tank; one that absorbs water and disintegrates quickly has the same effect.
Raw Material Profile for Ornamental Fish Feed
Ornamental fish feed formulas are protein-dense relative to agricultural aquaculture feed — the fish are small, have fast metabolism, and are often fed for colour, form, and breeding condition rather than growth rate alone.
Primary protein sources:
- Fish meal (most common — 30–50% inclusion typical)
- Silkworm chrysalis powder (skimmed) — high protein, excellent palatability
- Shrimp meal, krill meal — palatability and colour enhancement
- Paramecium powder, dried Daphnia — high palatability for finicky species
Carbohydrate and binder:
- Barley flour, bread flour, wheat flour — primary binders for pellet integrity
- Corn starch — gelatinization support in extrusion
Functional additives:
- Spirulina powder — colour enhancement, particularly for red and orange pigmentation
- Astaxanthin — carotenoid for colour in koi, goldfish, and tropical species
- Multivitamins — complete micro-nutrition
- Salt (at low inclusion rate)
- Baking powder — used in some floating formulas to assist expansion in non-extruder processing methods (less relevant with twin-screw extrusion)
Reference Formula
General ornamental fish micro-granule feed (floating, 1–2 mm):
| Ingredient | Inclusion Rate |
|---|---|
| Silkworm chrysalis powder (skimmed) | 30% |
| Fish meal | 10% |
| Barley flour / bread flour | 55% |
| Multivitamins | <1% |
| Salt | <1% |
| Spirulina (optional, colour enhancement) | 2–3% |
This is a practical starting formula. Commercial ornamental fish feed operations typically develop 4–8 SKUs targeting different species groups and life stages — the formula and particle size change, but the processing platform stays the same.
Processing Configuration for a 1 T/H Ornamental Fish Feed Mill
A 1 T/H twin-screw extrusion line handles the full ornamental fish feed product range with die changes between particle sizes. Key configuration points:
- Ultra-fine grinding is required — fish meal and silkworm powder need to be ground to 150 microns or finer before mixing to ensure pellet surface smoothness and consistent water stability
- The extruder barrel temperature profile and screw speed are adjusted per particle size to control expansion and density
- A short belt dryer stage reduces moisture to 8–10% for shelf stability
- No coating system required for standard ornamental fish feed; some premium products add attractant spraying post-drying
- Packaging in small retail units (50g–500g) is typical — requires a small-format automatic packaging line
This same 1 T/H extrusion platform handles pet cat and dog kibble with die changes — making it the most capital-efficient entry point for clients wanting to serve both the ornamental fish and companion animal feed markets from a single pet feed mill investment.

